{kind=link}
{kind=link}
{kind=link}
{kind=link}
异丙醇和苯液相烷基化反应制备异丙苯
引用本文
王高伟, 魏一伦, 高焕新. 异丙醇和苯液相烷基化反应制备异丙苯[J]. 工业催化, 2015,23(10): 802-806.
Wang Gaowei, Wei Yilun, Gao Huanxin. Liquid phase alkylation of benzene with isopropanol to cumene[J]. Industrial Catalysis, 2015,23(10): 802-806.
DOI:10.3969/j.issn.1008-1143.2015.10.015
Wang Gaowei, Wei Yilun, Gao Huanxin. Liquid phase alkylation of benzene with isopropanol to cumene[J]. Industrial Catalysis, 2015,23(10): 802-806.
Permissions
Copyright©2015, 《工业催化》编辑部
《工业催化》编辑部 所有
异丙醇和苯液相烷基化反应制备异丙苯
作者简介:王高伟,1986年生,男,江苏省徐州市人,博士,工程师。
摘要
研究MWW结构的有机硅微孔沸石催化剂在苯和异丙醇液相烷基化反应中的性能,考察反应温度、反应压力和空速等对催化剂催化性能的影响。结果表明,反应温度低于150 ℃时,催化剂活性和稳定性较差,主要反应为烷基化反应及异丙醇的分子内脱水和分子间脱水反应,反应产物为异丙苯、丙烯和异丙醚。反应温度高于170 ℃时,催化剂活性和稳定性良好,异丙醇接近完全转化,主要反应为烷基化反应,主要产物为异丙苯和多异丙苯。随着原料空速的增大,异丙醇转化率和异丙苯选择性降低,异丙醚和丙烯选择性增大。反应压力(1.5~2.5) MPa时,反应为液相烷基化过程,反应压力的变化对催化剂催化性能影响较小。
关键词:
有机化学工程; 苯; 异丙醇; 液相烷基化; 异丙苯; 分子筛
中图分类号:TQ426.94
文献标志码:A
文章编号:1008-1143(2015)10-0802-05
Liquid phase alkylation of benzene with isopropanol to cumene
Abstract
The performance of organic silicon microporous zeolite catalyst with MWW structure for liquid phase alkylation of benzene with isopropanol was studied.The effects of reaction temperatures, reaction pressure and space velocity on the performance of the catalyst were investigated.The results indicated that when the reaction temperature was below 150 ℃,the catalyst possessed poor activity and stability,and the dominating reactions were alkylation,intermolecular and intramolecular dehydration of isopropanol,and the main products were cumene,propylene and isopropyl ether.The catalyst exhibited good activity and stability,and the dominating reactions were alkylation reaction with isopropanol conversion close to 100% and the main products were cumene and polyisopropylbenzenes when the reaction temperature was higher than 170 ℃.With the increase of raw material space velocity,isopropanol conversion and the selectivity to cumene decreased while the selectivity to propylene and isopropyl ether increased.The reaction was preceded in a liquid phase within the reaction pressure of (1.5-2.5) MPa,and the change of the reaction pressure had little effect on the performance of the catalyst.
Keyword:
organic chemical engineering; benzene; isopropanol; liquid phase alkylation; cumene; zeolite
异丙苯是重要的有机化工原料, 主要用于生产苯酚和丙酮。异丙苯法苯酚生产工艺是以丙烯和苯为原料, 在催化剂作用下, 丙烯与苯经烷基化反应生成异丙苯, 异丙苯经空气氧化生成过氧化氢异丙基苯, 过氧化氢异丙基苯经酸分解得到苯酚和丙酮, 每生产1 t苯酚约副产0.62 t丙酮, 全球近97%苯酚和90%丙酮通过该法生产[1]。苯酚主要用于生产酚醛树脂、己内酰胺、双酚A、己二酸、苯胺、烷基酚和水杨酸, 还可用作溶剂、试剂和消毒剂[1, 2, 3]。随着我国苯酚下游行业酚醛树脂及双酚A的快速发展, 苯酚产能不断增加[2, 3], 副产的丙酮产能也增大。预计未来3年全球苯酚需求约以年均5%的速率增长, 而丙酮增长不超过4%, 两者需求的不平衡可能造成未来丙酮供应存在过剩的风险[3]。因此, 开发丙酮下游产品的技术路线具有重要意义。
丙酮加氢制备异丙醇由于为低压加氢过程, 反应温度不高、反应及精制过程能耗较低、装置流程简单和设备投资小等优点成为研究热点[4, 5]。异丙醇是一种性能优良的有机溶剂, 广泛用作虫胶、硝基纤维素、生物碱、橡胶以及油脂等的溶剂, 还是生产多种有机化合物的重要中间体, 可用作合成甘油、乙酸异丙酯、石油燃料的防冻添加剂、汽车和航空燃料等[6, 7]。将丙酮加氢获得异丙醇进一步脱水制备丙烯这一路线受到关注。1992年, 日本三井石油化工公司将异丙醇脱水制备的丙烯用于烷基化过程, 首次将副产丙酮循环使用[8]。
近年来, 提出了利用丙酮加氢合成异丙醇, 再与苯直接烷基化合成异丙苯的工艺路线, 该路线相比于日本三井石油化工公司的丙酮循环利用路线流程更简单。Reddy K S N等[9]报道了在Beta沸石上进行苯与异丙醇的烷基化反应, 反应温度为(150~270) ℃, 常压, 苯醇物质的量比为8, 此条件下为气相烷基化反应, 结果表明, 与丙烯相比, 使用异丙醇为烷基化试剂时, 反应生成的水蒸汽能够改善催化剂的稳定性, 但在反应产物异丙苯中正丙苯浓度较高, 约3 000× 10-6。正丙苯为异丙苯的同分异构体, 具有接近的沸点, 其含量决定异丙苯质量。工业生产中, 正丙苯含量通常小于300× 10-6, 另外该工艺中苯醇比较大, 增大产品和苯分离的能耗。Girotti G[10]考察了Beta沸石在苯和异丙醇烷基化反应过程中的性能, 结果表明, 使用异丙醇取得了与丙烯接近的烷基化反应效果, 但需要谨慎控制反应器中水质量分数, 原料中苯醇物质的量比为6, 同样增大了后续产品的分离能耗。张祚望等[11]使用MCM-22和MCM-36分子筛催化剂用于苯和异丙醇的气相烷基化反应, 两种分子筛催化剂在反应一段时间后, 活性均明显下降。
本文以有机硅微孔分子筛SRZ-21为活性组分制备烷基化催化剂, 考察反应温度、反应压力和空速等对催化剂催化性能的影响。
1 实验部分
1.1 催化剂制备
将MWW型层状有机硅微孔沸石和氧化铝充分混合后, 加入适量成型助剂, 使用质量分数2.5%的稀硝酸进行捏合并挤条成型为ϕ 1.6 mm× 2 mm的条状物, 120 ℃干燥, 500 ℃焙烧, 得到分子筛催化剂[12]。
1.2 催化剂评价
使用固定床反应器考察苯和异丙醇烷基化反应催化剂性能, 反应温度(150~190) ℃, 空速(1.5~4.6) h-1, 压力(1.5~2.5) MPa。采用HP6890色谱进行在线分析, 检测器为FID, 色谱柱为毛细管柱(HP-1, 50 mm× 0.2 mm)。采用程序升温法, 100 ℃保持10 min, 然后以30 ℃· min-1升温至150 ℃, 再以40 ℃· min-1升温至250 ℃并保持5 min。采用归一法计算, 按标准样品中各组分含量测定校正因子。
异丙醇转化率和异丙苯选择性计算公式为:
异丙醇转化率=
式中, ω IPA, feed和ω IPA, prodcut为原料和产物中异丙醇的质量分数; ω P、ω DIPE、ω IPB、ω DPIB和ω TIPB分别为产物中丙烯、异丙醚、异丙苯、二异丙苯和三异丙苯的质量分数。
2 结果与讨论
2.1 反应温度
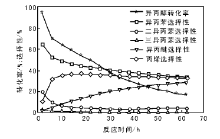
图1为在反应温度150 ℃、苯醇物质的量比3和反应压力2.0 MPa条件下, 异丙醇转化率和产物选择性随反应时间的变化曲线。
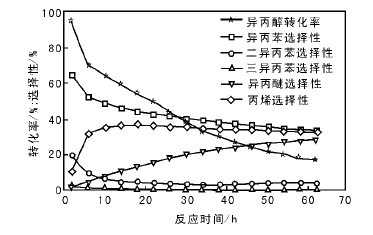 | 图 1 150 ℃异丙醇转化率和产物选择性随反应时间的变化曲线Figure 1 Isopropyl alcohol conversion and the selectivity to the products vs. reaction time at 150 ℃ |
从图1可以看出, 产物主要有丙烯、异丙醚、异丙苯、二异丙苯和三异丙苯。其中, 丙烯为异丙醇在酸性位上分子内脱水反应产物, 异丙醚为异丙醇两分子间脱水产物, 异丙苯、二异丙苯和三异丙苯为异丙醇和苯烷基化反应产物。异丙醇在酸性位上直接活化生成碳正离子, 碳正离子与苯进行烷基化反应生成异丙苯和多异丙苯, 同时生成微量正丙苯。随着反应的进行, 异丙醇转化率迅速下降, 反应60 h后, 异丙醇转化率低至20%, 异丙苯选择性下降, 而副产物异丙醚选择性逐渐增大, 丙烯选择性略降。表明该温度下, 随着反应的进行, 烷基化反应向异丙醇的分子间和分子内脱水反应进行, 而反应中生成的水可能是导致这些变化的主要原因。
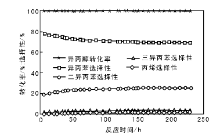
图2为在反应温度170 ℃、苯醇物质的量比3和反应压力2.0 MPa条件下, 异丙醇转化率和产物选择性随反应时间的变化曲线。
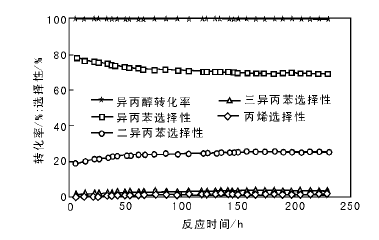 | 图 2 170 ℃异丙醇转化率和产物选择性随反应时间的变化曲线Figure 2 Isopropyl alcohol conversion and the selectivity to the products vs. reaction time at 170 ℃ |
从图2可以看出, 异丙醇基本完全转化, 并且催化剂活性较为稳定。反应主要产物为丙烯、异丙苯、二异丙苯和三异丙苯。
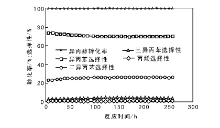
图3为在反应温度190 ℃、苯醇物质的量比3和反应压力2.0 MPa下, 异丙醇转化率和产物选择性随反应时间的变化曲线。从图3可以看出, 异丙醇在此温度下完全转化, 并且催化剂活性稳定。主要产物为异丙苯、二异丙苯和三异丙苯。
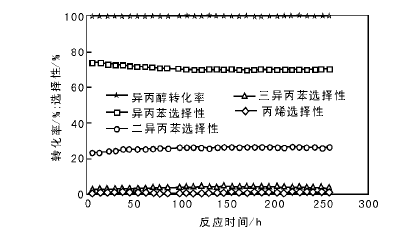 | 图 3 190 ℃异丙醇转化率和产物选择性随反应时间的变化曲线Figure 3 Isopropyl alcohol conversion and the selectivity to the products vs. reaction time at 190 ℃ |
在反应200 h条件下, 考察反应温度对异丙醇转化率和产物选择性的影响, 结果见表1。
| 表 1 反应温度对异丙醇转化率和产物选择性的影响 Table 1 Influence of reaction temperatures on isopropyl alcohol conversion and the selectivity to the products |
从表1可以看出, 随着反应温度的升高, 异丙醇转化率变化不大, 大于99.9%, 基本完全转化, 丙烯和异丙醚选择性降低, 二异丙苯和三异丙苯选择性略增, 表明反应温度升高, 抑制异丙醇的脱水反应, 同时促进深度烷基化反应的进行。异丙苯中正丙苯含量随着反应温度的升高而增大, 与文献[13]一致。杂质正丙苯主要是通过伯碳正离子机理生成, 因此正丙苯在热力学上更有利, 反应温度升高, 正丙苯含量急剧增加。
苯和异丙醇的烷基化反应过程遵循碳正离子机理, 异丙醇在酸催化剂用下, 被活化成异丙基碳正离子, 生成的异丙基碳正离子进攻苯环形成σ 络合物, 再经质子离去完成烷基化反应。异丙醇活化的同时, 生成等物质的量碳正离子和水分子。Girotti G[10]考察了在异丙醇和苯烷基化反应过程中水含量对催化剂性能的影响。为了取得较好的稳定性, 反应器中水含量必须低于反应条件下的饱和水含量, 以避免反应器内水相和油相的分离。为了尽可能降低液体水的影响, 大多数文献使用较高温度, 使反应在气相中进行。但是温度较高增加异丙苯中正丙苯含量, 影响产品质量。本文通过引入反应液外循环以降低反应器内水含量, 从而在液相条件下可以有效降低反应器内水含量, 提高催化剂活性和稳定性。
本实验条件下, 异丙醇完全转化时, 反应器内水质量分数约为0.286%。通过Aspen plus软件中的Uniquac模型, 对反应条件下苯中饱和水含量进行了估算, 150 ℃、170 ℃和190 ℃下饱和水质量分数约0.29%、0.34%和0.40%。150 ℃时, 反应水含量接近估算的饱和水含量, 反应器内将出现油水分离现象, 催化剂活性和稳定性较差, 可能是由于分子筛催化剂的亲水性, 催化剂活性位被水相覆盖, 活化碳正离子无法接触油相中的苯, 抑制烷基化反应的进行, 生成丙烯和异丙醚。高于170 ℃时, 饱和水含量随着温度的升高增大, 高于反应器内水含量, 反应器内
为均一液相。异丙醇和水在催化剂酸性位上竞争吸附活化成碳正离子后, 再与苯进行烷基化反应生成异丙苯。
2.2 空速
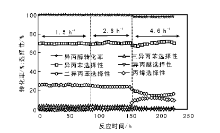
在反应温度190 ℃、苯醇物质的量比3和反应压力2.0 MPa条件下, 考察空速对异丙醇转化率和产物选择性的影响, 结果见图4。
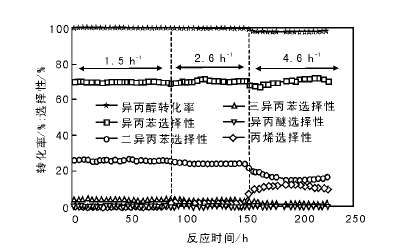 | 图 4 空速对异丙醇转化率和产物选择性的影响Figure 4 Influence of space velocity on isopropyl alcohol conversion and the selectivity to the products |
从图4可以看出, 随着空速的增大, 异丙醇转化率呈下降趋势, 多异丙苯选择性下降, 丙烯和异丙醚选择性增大。异丙苯中正丙苯含量变化不大, 约为240× 10-6。空速为1.5 h-1、2.6 h-1和4.6 h-1时, 反应器内水质量分数分别为0.286%、0.428%和0.713%。190 ℃, 饱和水质量分数约为0.4%。随着空速的增大, 水含量增大, 反应器内从均一液相变成油水相的分离, 导致催化剂被水相覆盖, 抑制异丙醇活化, 同时也抑制活化的碳正离子和苯的接触, 降低催化剂烷基化活性, 改变产物分布。
2.3 反应压力
在170 ℃和苯醇物质的量比为3条件下, 考察反应压力对异丙醇转化率和产物选择性的影响, 结果见表2。
| 表 2 反应压力对异丙醇转化率和产物选择性的影响 Table 2 Influence of reaction pressure on isopropyl alcohol conversion and the selectivity to the products |
从表2可以看出, 随着反应压力的增大, 异丙醇转化率和产物选择性变化不大, 表明反应压力对反应的影响可以忽略。在异丙苯工业化生产中, 烷基化反应器出口压力要确保烷基化反应器内的所有物料均处于液相状态。出口压力一般控制(2.0~3.0) MPa, 以避免丙烯的汽化导致丙烯在催化剂上形成聚合物使催化剂失活。反应压力应大于反应温度下苯的饱和蒸气压, 以保证反应器内为液相烷基化反应过程。
3 结论
以异丙醇替代丙烯和苯直接进行液相烷基化反应从而达到丙酮的循环利用。通过控制反应温度和空速调节反应器内水含量, 以避免油水相在反应器中的分离。催化剂为MWW结构的有机硅微孔沸石。在170 ℃以上, 催化剂的活性和稳定良好, 异丙醇接近完全转化率, 主要的反应为烷基化反应, 主要产物为异丙苯和多异丙苯。
The authors have declared that no competing interests exist.
参考文献
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|
| [12] |
|
| [13] |
|