{kind=link}
催化剂磨损指数分析中鹅颈管的优化改进
引用本文
张海瑞, 蒋长平, 蔡军平, 马志军. 催化剂磨损指数分析中鹅颈管的优化改进[J]. 工业催化, 2015,23(11): 912-914.
Zhang Hairui, Jiang Changping, Cai Junping, Ma Zhijun. Improvement of swan-neck tube in attrition index analysis of catalytic cracking catalyst[J]. Industrial Catalysis, 2015,23(11): 912-914.
DOI:10.3969/j.issn.1008-1143.2015.11.013
Zhang Hairui, Jiang Changping, Cai Junping, Ma Zhijun. Improvement of swan-neck tube in attrition index analysis of catalytic cracking catalyst[J]. Industrial Catalysis, 2015,23(11): 912-914.
Permissions
Copyright©2015, 《工业催化》编辑部
《工业催化》编辑部 所有
催化剂磨损指数分析中鹅颈管的优化改进
作者简介:张海瑞,1980年生,女,甘肃省定西市人,硕士,工程师,主要从事催化裂化催化剂分析生产及技术管理工作。
摘要
主要针对市售鹅颈管难以达到催化剂磨损指数评价要求的问题进行探索研究,以已知磨损指数结果的标准样品为参考,对市售鹅颈管中毛细管弯曲角度进行二次加工,调整毛细管中空气流方向与催化剂样品表面的角度,使其满足催化剂磨损指数分析评价要求,减少鹅颈管差异引入的仪器误差,提高磨损指数评价结果准确度。
关键词:
石油化学工程; 催化剂磨损指数; 鹅颈管; 毛细管弯曲角度
中图分类号:TE624.9
文献标志码:A
文章编号:1008-1143(2015)11-0912-03
Improvement of swan-neck tube in attrition index analysis of catalytic cracking catalyst
Abstract
The commercial swan-neck tubes need to be improved because of its deficiency in attrition index analysis of FCC catalysts.The capillary bending angle of the swan-neck tube was adjusted to change the angle between the airflow direction and standard sample surface.Using the standard sample with known abrasion index as the reference sample and improved swan-neck tube,the abrasion index of the standard sample was abtained,which met the requirements of analysis and evaluation of the catalysts,reduced the instrument error of swan-neck tube and improved the accuracy of abrasion index results.
Keyword:
petro chemical engineering; catalyst abrasion index; swan-neck tube; capillary bending angle
目前, 国内外测定工业催化剂磨损强度的方法有球磨测试、旋转碰撞测试和空气喷射磨损测试[1]。中国石油兰州石化公司催化剂厂生产的催化裂化催化剂主要采用空气喷射磨损测试进行测定。磨损指数分析过程中无论采用哪种测定方法, 都必须保证催化剂颗粒的破损主要由磨损造成, 而不是起因于颗粒破碎, 磨损造成细球形粒子, 破碎形成不规则的颗粒。磨碎强度越大, 催化剂的抗磨擦能力越大[2, 3]。使用磨损指数仪配套的吹膜管分为直管和鹅颈管, 与直管相比, 鹅颈管能更好的防止气流孔被催化剂样品堵塞, 广泛应用于催化剂磨损指数评价过程。但在使用鹅颈管评价分析催化剂过程中发现, 市售鹅颈管受生产制造工艺条件的限制, 无法一次性满足分析评价标准要求, 导致催化剂磨损指数分析结果出现较大误差, 采用标准样品结果进行校验时往往引起的结果误差较大, 因此, 对市售鹅颈管有必要进行二次改进。本文结合催化剂磨损指数评价方法, 对鹅颈管进行二次烧制调整, 以期提高鹅颈管分析评价精确度和催化剂磨损指数分析结果准确度。
1 仪器与材料
MS-A磨损指数仪, 沈阳分析仪器厂; 分析天平, (0.000 1 g)梅特勒公司。
标准样品, 磨损指数为2.0%± 0.1%。
市售鹅颈管, 酒精喷灯, 坩埚和镊子等。
2 实验原理
磨损指数仪主要由净化的压缩空气、鹅颈管, 沉降室、滤纸筒微粒收集器和增湿器构成。磨损指数分析时, 通常弃去前1 h滤纸筒中的细粉, 重新装好滤纸筒, 继续进行4 h测定, 收集4 h内小于15 μ m的颗粒, 并进行磨损值计算。催化剂在催化裂化装置的使用过程中, 由于存在催化剂之间和催化剂与器壁构件之间的碰撞与机械磨损, 要求催化剂具有较好的耐磨性能, 强度高磨损低。如果催化剂磨损大, 造成细粉增多, 流失大, 活性下降快, 补充催化剂多, 成本高, 流失的细粉会污染环境[4, 5]。为了优化挑选适合炼油装置的催化剂, 主要参考催化剂分析评价数据, 而更准确的磨损指数分析是挑选催化剂的重要参考数据。
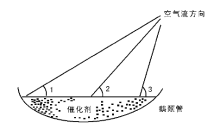
影响催化剂磨损指数的因素较多, 除原料粒径、成型设备、工艺条件和后处理方式的影响, 测试仪器设备也有较大影响[6, 7]。研究鹅颈管中毛细管的弯曲角度发现, 不同弯度的毛细管角度, 造成空气流方向与催化剂样品表面的角度不同, 导致空气流与催化剂表面形成不同的湍流状态, 直接影响磨损指数。磨损指数测定过程中必须严格控制鹅颈管的位置及高速空气流吹扫角度, 避免影响催化剂的流化状态。图1为磨损指数测定时, 鹅颈管中毛细管空气流方向与催化剂表面接触的不同角度模拟示意图。在不同的接触角度, 催化剂呈现出不同的磨损状态, 从而导致有差异的磨损指数结果。
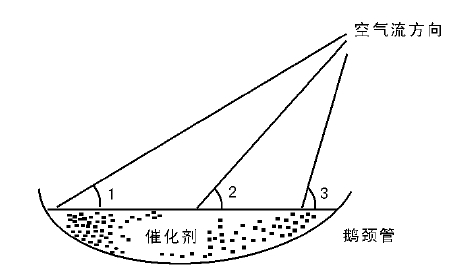 | 图 1 空气流方向与催化剂表面的模拟示意图Figure 1 Simulation diagram of air flow direction and catalyst surface |
3 实验步骤
调整毛细管弯曲角度时, 用酒精喷灯慢慢加热气流吹口, 当达到一定温度时玻璃管变软, 根据首次标样校验结果和实际需要, 向下或向上微微调整空气流吹口角度, 使空气流方向与催化剂表面角度约成45° 夹角。
实验中选取6支经烧制调整后鹅颈管样品, 分别使用磨损指数仪测定标准样品(磨损指数为2.0%± 0.1%)磨损指数, 测得不同空气流吹扫角度与相应磨损指数的关系, 如表1所示。由表1可见, 磨损指数分析过程中, 随着空气流方向与催化剂表面夹角的增加, 样品磨损指数逐渐增大。结合图1得到以下结论:当吹扫角度在位置1附近时, 空气流与催化剂颗粒接触不充分, 吹扫过程中催化剂颗粒间流化不完全, 造成催化剂颗粒间接触几率小, 磨损不彻底, 颗粒间摩擦产生细粉少, 导致整个分析评价过程得到小于标准值的磨损指数; 高速空气流吹扫角度在位置3附近时, 由于高速空气流的强力喷射作用, 催化剂颗粒间磨损迅速增加, 细粉产生过多, 导致分析评价过程得到大于标准值的磨损指数。试验发现, 空气流吹扫角度在位置2附近时, 催化剂颗粒在高速空气流的作用下, 流化状态良好, 磨损指数评价结果与标准值相吻合。
| 表 1 空气流吹扫角度与磨损指数的关系 Table 1 Relations of air flow angle and abrasion index |
4 结 论
(1) 通过模拟高速空气流与催化剂表面接触的过程, 对市售鹅颈管进行二次烧制改造, 评价测定标准样品得到预先推测的结果。
(2) 实验解释了市售鹅颈管导致催化剂磨损指数出现误差的原因。气流吹扫角度与催化剂表面夹角过大时(大于45° ), 由于在高速空气流的作用下大部分催化剂颗粒发生破裂现象, 形成较多的细粉, 故测得较大的磨损指数; 空气流吹扫角度与催化剂表面夹角过小时(小于45° ), 因高速空气流不能与催化剂颗粒充分接触, 催化剂颗粒间接触几率小, 磨损不彻底, 导致较小的磨损指数; 经二次烧制的鹅颈管只有满足空气流吹扫角度与催化剂表面夹角约45° 时, 催化剂在高速空气流的作用下, 形成稳定的湍流状态, 磨损指数评价结果与标准值吻合。
(3) 实验结果与建立模拟推论相符合, 有效解决了因市售鹅颈管生产不规范造成在催化剂磨损指数分析中的瓶颈问题, 提高了磨损指数分析评价准确度。
The authors have declared that no competing interests exist.
参考文献
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|