


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
生物质合成气甲烷化与变换反应串联偶合新工艺
引用本文
张盼盼, 刘婕, 梅付名, 肖波, 莫婉玲, 李光兴. 生物质合成气甲烷化与变换反应串联偶合新工艺[J]. 工业催化, 2016,24(1): 70-75.
Zhang Panpan, Liu Jie, Mei Fuming, Xiao Bo, Mo Wanling, Li Guangxing. A new process for cascade coupling of biomass syngas methanation with water gas shift reaction[J]. Industrial Catalysis, 2016,24(1): 70-75.
Doi:10.3969/j.issn.1008-1143.2016.01.014Zhang Panpan, Liu Jie, Mei Fuming, Xiao Bo, Mo Wanling, Li Guangxing. A new process for cascade coupling of biomass syngas methanation with water gas shift reaction[J]. Industrial Catalysis, 2016,24(1): 70-75.
Permissions
Copyright©2016, 《工业催化》编辑部
《工业催化》编辑部 所有
生物质合成气甲烷化与变换反应串联偶合新工艺
作者简介:张盼盼,1990年生,安徽省阜阳市人,在读硕士研究生,研究方向为绿色化学、C1化工与工业催化。
摘要
以模拟生物质合成气为原料,在固定床反应器中,对合成气甲烷化反应工艺条件进行优化,并在此反应中串联偶合水煤气变换反应,以此提高生物质合成气中碳氢的比例,从而弥补生物质合成气碳氢比较低的不足,使生物质合成气甲烷化反应更彻底,进而提高甲烷的收率。实验结果表明,在水煤气变换空速为15 000 h-1、进水量0.02 mL·min-1和还原温度为450 ℃条件下,甲烷化催化剂的性能最优,CO转化率100%,甲烷选择性对于整个偶合反应为50%,但就单一甲烷化反应高达99%。
关键词:
能源化学; 生物质合成气; 甲烷化; 水煤气变换反应; 镍基催化剂
中图分类号:TQ426.94
文献标志码:A
文章编号:1008-1143(2016)01-0070-06
A new process for cascade coupling of biomass syngas methanation with water gas shift reaction
Abstract
Using biomass syngas as the raw material,the process conditions of the syngas methanation reaction were optimized in a fixed bed reactor.The cascade coupled water-gas shift reaction with above reaction was carried out to improve the carbon/hydrogen ratio of biomass syngas so as to make up the disadvantage of its low carbon/hydrogen ratio,which led to a more thorough biomass syngas methanation reaction and a higher yield of methane.The experimental results showed that the methanation catalyst exhibited the optimal performance under the condition of space velocity of the water gas shift reaction 15 000 h-1,water amount 0.02 mL·min-1 and reduction temperature 450 ℃;the carbon monoxide conversion was 100%,and the selectivity to methane of the coupling reaction was 50%,which was as high as 99% in a single methanation reaction.
Keyword:
energy chemistry; biomass syngas; methanation; water-gas shift reaction; nickel-based catalyst
随着全球经济的快速发展, 石油资源日益枯竭, 寻找新的可替代能源, 以此降低对于石油资源的依赖, 同时减少化石能源消耗过程中对环境的破坏变得迫在眉睫。生物质具有可再生和清洁等特性, 研究与开发生物质能成为解决当前我国面临的能源安全和环境污染的重要途径, 生物质能源已成为新能源开发的一个重要领域[1, 2, 3]。天然气是最清洁的化石燃料, 生物质合成气进行甲烷化反应越来越引起关注[4]。但是生物质合成气中含有的CO是一种可燃有毒气体, 国家燃气标准要求CO体积分数控制在10%以下, 目前我国生物质制气的CO体积分数一般超过20%。现有的生物质气化方法无法有效控制燃气中的CO含量, 必需通过催化甲烷化反应降低CO含量, 保持热值, 达到燃气标准。
甲烷化反应方程式为CO+3H2=CH4 +H2O, 可以看出CO与H2的化学计量比为1∶ 3, 而生物质合成气中CO与H2的相对比例大多为1∶ 1。杨霞等[5]在CO与H2体积比1∶ 1的条件下, 催化剂最好活性也只能使CO转化率在450 ℃达到85.3%, 所以如何调整碳氢比使其达到化学计量比是要解决的首要问题。
水煤气变换反应是一种调整碳氢比的最佳工艺方案, 通过该反应可以改变甲烷化反应原料气中气体的比例。一些大型化工厂如合成氨、制氢和合成甲醇等在相关反应之前会设置水煤气变换工艺, 而我国开发建设的生物质制备燃气工厂一般由于生物质能量密度低、原料难于收集及运输困难等原因, 生产规模和厂区空间有限。是否可以将两个反应偶合在一个反应器中进行, 进而调节CO与H2的比例, 尽可能提高反应转化率, 这将是最为简便可行的方案之一。
Ni 基催化剂为甲烷化研究的主流催化剂, 在工业上应用广泛[6, 7, 8, 9]。Zhang Y F等[10]发现Ru系催化剂活性好, 甲烷选择性高, 但是其价格昂贵, 工业化应用前景尚待验证; Fe系催化剂虽然价格低廉, 但是活性低, 选择性差, 高温下易积炭失活[11], 因此, Ni基催化剂备受关注。
水煤气变换反应催化剂研究与开发经历了三代不同的催化剂体系[12, 13]:第一代 Fe3O4-Cr2O3催化剂; 第二代低温变换铜基催化剂Cu/ZnO-Al2O3; 第三代宽温耐硫变换催化剂CoS-MoS2/Al2O3。由于Fe/Cr系催化剂制备的前驱体是硫酸盐, 催化剂中可能还有少量硫, 而Ni基催化剂极易发生硫中毒。第三代耐硫催化剂反应前需要硫化, 也会因引入硫化物加重对Ni基催化剂毒害。综合上述, 在生物质气甲烷化反应与水煤气变换反应偶合反应时, 以选择Cu/ZnO-Al2O3为宜。
本文设计在一个反应器中分别装填Ni基甲烷化催化剂和Cu/ZnO-Al2O3低变催化剂, 在CO与H2体积比为1∶ 1条件下, 通过探讨装填方式、空速、还原温度和进水量等对生物质气甲烷化反应与水煤气变换反应偶合反应催化剂的影响, 寻找最优工艺条件, 从而提高CO转化率和甲烷收率。
1 实验部分
1.1 试剂与仪器
将甲烷化催化剂、水煤气变换催化剂和石英砂均粉碎至(40~60)目, 过筛; 高纯氢气(99.99%)、高纯氮气(99.99%)、模拟生物质气V(CO)∶ V(H2)∶ V(N2)=1∶ 1∶ 2.5, 武汉市翔云工贸有限责任公司。
催化反应在北京拓川科技开发有限责任公司6210固定床催化反应装置中进行, 反应原料组分及产物在福立9790气相色谱仪上进行测试, 色谱柱TDX-01, 柱温40 ℃, 热导检测器120 ℃, 工作电流120 mA, 工作压力0.1 MPa, 载气为H2。
1.2 催化性能评价
采用高压固定床反应装置测试催化剂活性, 反应器为1.36 cm× 1.45 cm× 102.50 cm的不锈钢反应管, 内置直径0.3 cm和长102.5 cm的热电偶。催化剂的装填方式分为两段式装填, 上层装填变换催化剂, 粒度(40~60)目, 用质量比1∶ 2石英砂[(40~60)目]稀释, 中间装填一定高度的石英砂[(20~40)目], 下层装填甲烷化催化剂, 粒度(40~60)目, 以质量比1∶ 8的石英砂[(40~60)目]稀释。
用纯H2进行升温还原, 从室温升至450 ℃恒温3 h, 还原后, 切换成纯N2对催化剂床层进行吹扫降温, 降至室温后, 切换反应气, 设置预热炉温度为200 ℃, 开启平流泵进料, 在水通过的管路上设置电加热带, 升温至(180~200) ℃使水完全汽化, 水蒸汽均匀进入反应管。分别在(250~450) ℃进行反应, 每隔50 ℃取样分析, 每个温度点保持1 h, 在反应器尾部连接冷凝管和冷阱, 对尾气中的水蒸汽进行冷凝。尾气导入色谱仪采样分析, 测定CO转化率和CH4选择性。变换催化剂和甲烷化催化活性评价装置如图1所示。
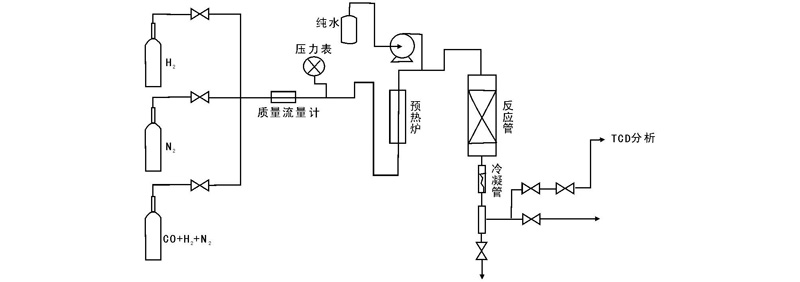 | 图 1 变换催化剂和甲烷化催化剂活性评价装置Figure 1 Activity evaluation apparatus for methanation catalyst and water gas shift catalyst |
反应后的尾气通入色谱进行分析, 每次样平行测量3次, 分析方法采用外标法, 将各物质对应的峰面积带入相应标准曲线进行计算, 得到对应物质的百分含量, 然后计算CO转化率、CH4选择性和CH4收率。
2 结果与讨论
2.1 催化反应偶合方式
一般生物质合成气的H2与CO体积比为1∶ 1, CO甲烷化反应中H2与CO的化学计量比为3∶ 1, 为了提高H2与CO比例, 在反应体系中加入一定量水蒸汽, 希望通过偶合水煤气变换反应提高合成气中H2与CO比例, 结果如图2所示。由图2可以看出, 在串联变换反应后, CO转化率提高明显, 这是由于原料气中的CO部分发生水煤气变换反应产生了H2, H2接着参与甲烷化反应。当未加入水蒸汽时, 400 ℃的CO转化率为53.3%, CH4收率为30.3%; 加入水蒸汽后, 400 ℃时CO转化率为100%, CH4收率为50.3%, 分别提高了46.7%和20.0%。表明加入水蒸汽, 可以明显提高CO转化率和CH4收率, 这是由于发生了水煤气变换反应, 则提高的46.7%的CO用于水煤气变换反应, 产生相对应的H2, 反应体系中H2含量将提高46.7%, 因此, 发生水煤气变换反应后, 体系中CO与H2比例为1∶ 2.7, 此时甲烷选择性达90%。因此, 将两个反应偶合在一起可行有效。
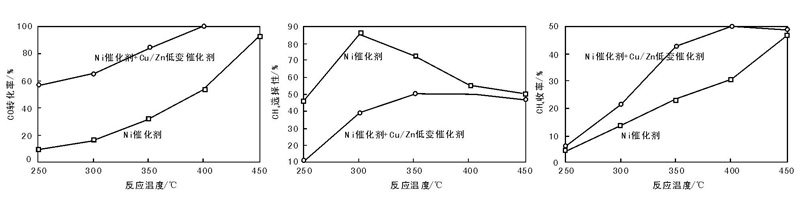 | 图 2 水煤气反应对甲烷化反应的影响 V(H2)∶ V(CO)∶ V(N2)=1∶ 1∶ 2.5, 反应压力0.1 MPa, 还原温度350 ℃, 还原时间3 h, 水煤气变换反应空速5 000 h-1, 甲烷化反应空速10 000 h-1Figure 2 Effects of water-gas shift reaction on CO methanation reaction |
2.2 还原温度
还原温度对水煤气反应和甲烷化反应偶合反应的影响如图3所示。由图3可以看出, 还原温度为350 ℃时, CO转化率最低, 此时催化剂因未完全活化导致活性偏低; 还原温度为(400~500) ℃时, CO转化率变化不大; 还原温度升至450 ℃时, CH4选择性和CH4收率最高。因此, 后续的反应将还原温度定为450 ℃。
 | 图 3 还原温度对水煤气反应和甲烷化反应偶合反应的影响 V(H2)∶ V(CO)∶ V(N2)=1∶ 1∶ 2.5, 反应压力0.1 MPa, 还原时间3 h, 水煤气变换反应空速5 000 h-1, 甲烷化空速10 000 h-1Figure 3 Effects of reduction temperatures on the coupling reaction of syngas methanation with water-gas shift reaction |
2.3 水煤气空速
图4为水煤气变换反应的空速对偶合反应的影响。传统的工业催化反应, 空速对反应的影响很大, 但由图4可以看出, 水煤气反应的空速对偶合反应影响较小, 这可能是由于偶合反应受两个反应的共同协同影响, 改变一个而引起另一个随之变化, 因此, 对于水煤气反应和甲烷化反应偶合反应, 适宜的水煤气反应空速为(10 000~15 000) h-1。
 | 图 4 水煤气反应的空速对水煤气反应和甲烷化反应偶合反应的影响 反应压力 0.1 MPa, 还原温度450 ℃, 还原时间3 h, 甲烷化反应空速10 000 h-1Figure 4 Effects of space velocity of water-gas shift reaction on the coupling reaction of syngas methanation with water-gas shift reaction |
2.4 进水量
变换反应所需的水蒸汽是使用平流泵将水注入, 在经过一个加热带后, 汽化成水蒸汽进入反应器。从化学平衡的角度来看, 增加水蒸汽浓度, 有利于变换反应平衡向右移动, 在一定程度上可以提高CO转化率; 另一方面, 进水量的增加会带走变换反应过程中的一部分反应热, 使催化剂的床层温度降低, 便于催化剂维持较高的变换活性, 但过大的进水量, 使单位时间经过催化剂床层的CO量增大, 流速的加快会使反应物在催化剂床层上的停留时间变短, 不利于变换反应的进行。除此之外, 水煤气变换反应在工业应用中, 进水量大小对反应装置的操作费用以及建设投资均有直接影响, 也是影响水煤气变换反应的一个重要因素[14]。
图5为进水量对水煤气反应和甲烷化反应偶合反应的影响。由图5可以看出, 随着进水量增加, CO转化率提高, 但进水量愈多, CO更多地发生变换反应, 使甲烷化反应减弱, CH4选择性降低。最佳进水量为0.02 mL· min-1, 300 ℃时, CO转化率达到100%, CH4收率为44.2%, 与图2中的偶合反应相比, 400 ℃时, CO转化率为100%, CH4收率为50.3%, 反应温度降低100 ℃, 而得到的效果相当。350 ℃时, CO转化率100%, CH4收率为52.2%, 而图2中单独的甲烷化反应在350 ℃条件下, CO转化率为31.6%, CH4收率为23.3%, CO转化率提高了68.4%, 发生水煤气变换反应, 产生相应的H2, 此时H2与CO比例大于1 ∶ 3, 使CO完全转化为CH4, 甲烷化反应的CH4选择性达99%。
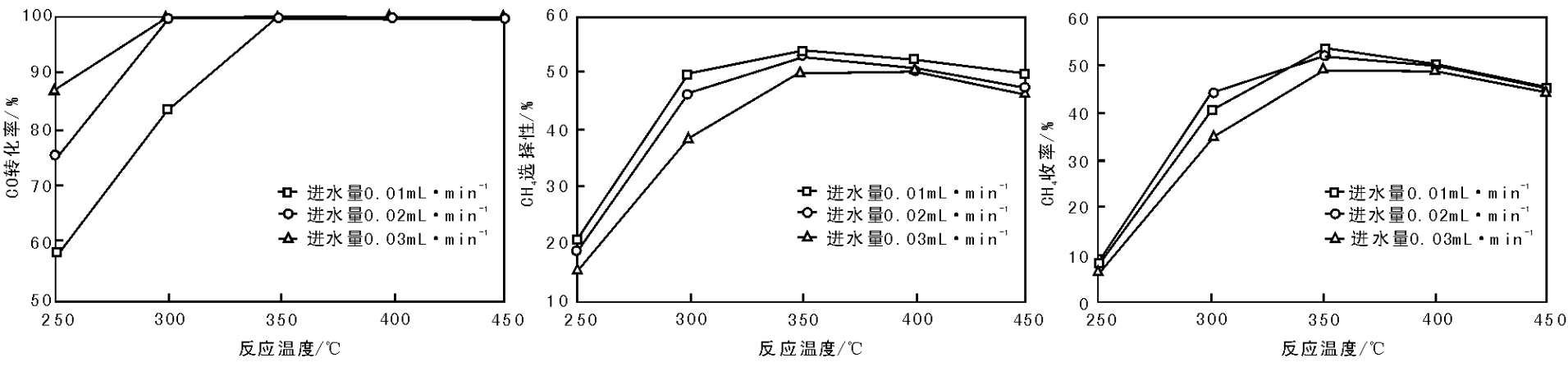 | 图 5 进水量对水煤气反应和甲烷化反应偶合反应的影响 反应压力0.1 MPa, 还原温度450 ℃, 还原时间3 h, 甲烷化反应空速10 000 h-1, 水煤气变换反应空速15 000 h-1Figure 5 Effects of water inflow amounts on the coupling reaction of syngas methanation with water-gas shift reaction |
3 结 论
我国具有丰富的生物质能源, 开发利用生物质将成为解决当前能源问题的一个重要措施。同时生物质合成气的清洁与可再生性引起关注, 而生物质合成气中过高的CO含量不适合民用燃气, 针对这一问题, 将CO进行甲烷化反应, 在降低CO含量的同时又可以保持燃气的热值。并针对实际生物质合成气造气中CO与H2比例大多不易达到1∶ 3的问题, 提出将甲烷化反应与水煤气反应在一个反应管中偶合的新工艺, 在350 ℃时, CO转化率达100%, CH4选择性对于整个偶合反应为50%, 但就单一甲烷化反应高达99%。该新工艺对后续利用生物质气进行民用燃气甲烷化的研究提供了参考价值。
The authors have declared that no competing interests exist.
参考文献
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|
| [12] |
|
| [13] |
|
| [14] |
|