{kind=link}
窄馏分切割技术在清洁汽油生产工艺中的应用
引用本文
鲁旭, 赵秦峰, 兰玲, 朴佳锐, 王书芹. 窄馏分切割技术在清洁汽油生产工艺中的应用[J]. 工业催化, 2016,24(5): 70-74.
Lu Xu, Zhao Qinfeng, Lan Ling, Piao Jiarui, Wang Shuqin. Application of narrow fractions cutting technology in clean gasoline production process[J]. Industrial Catalysis, 2016,24(5): 70-74.
DOI:10.3969/j.issn.1008-1143.2016.05.014
Lu Xu, Zhao Qinfeng, Lan Ling, Piao Jiarui, Wang Shuqin. Application of narrow fractions cutting technology in clean gasoline production process[J]. Industrial Catalysis, 2016,24(5): 70-74.
Permissions
Copyright©2016, 《工业催化》编辑部
《工业催化》编辑部 所有
窄馏分切割技术在清洁汽油生产工艺中的应用
作者简介:鲁旭,1984年生,硕士,工程师,主要从事汽柴油加氢催化剂开发工作。
摘要
采用旋转带蒸馏仪对国内某炼油厂预加氢后催化汽油进行窄馏分切割,分析各窄馏分硫和烯烃分布规律,为全馏分催化汽油分馏提供精确的切割方案。实验结果表明,通过将切割轻汽油总硫含量控制在指标要求上限,最大量将烯烃切入轻汽油中,降低重汽油烯烃含量,可减少在加氢脱硫过程中由于烯烃饱和导致的辛烷值损失。
关键词:
石油化学工程; 窄馏分切割; 催化裂化汽油; 选择性加氢脱硫
中图分类号:TE624.4+31
文献标志码:A
文章编号:1008-1143(2016)05-0070-05
Application of narrow fractions cutting technology in clean gasoline production process
Abstract
The narrow fraction cutting of pre-hydrogenation FCC gasoline of domestic refinery was carried out by using a spinning band distillation apparatus.The distribution regularities of sulfur and olefins of each narrow fraction were analyzed.The accurate cutting scheme of full fractionation of pre-hydrogenation FCC gasoline was provided.The experimental results showed that in order to reduce the contents of olefins in heavy gasoline and octane number loss due to olefins saturation,the total sulfur content of cutting gasoline could be controlled at the upper limit of sulfur index and the maximum amount of olefins was cut into light gasoline during the process of hydrodesulfurization.
Keyword:
petrochemical engineering; rough narrow fraction cutting; FCC gasoline; selective hydrogenation desulfurization
近年来随着环保法规的日益严格, 油品质量升级的步伐不断加快[1]。自2017年1月1日起, 全国将开始实施国V汽油排放标准。由于中国炼油行业发展的特点, 我国催化裂化汽油占汽油池比例约75%, 远高于欧美等发达国家的30%, 这一特点决定了我国汽油质量升级的主要任务是催化汽油的加氢脱硫。如何控制催化汽油在加氢脱硫过程中由烯烃饱和导致的辛烷值损失成为加氢脱硫技术开发的关键[2, 3, 4, 5, 6, 7, 8, 9, 10, 11]。
传统的全馏分催化汽油加氢脱硫技术在大量脱除汽油中硫化物的同时, 也使汽油中高辛烷值的烯烃组分加氢饱和, 造成汽油辛烷值损失。中国石油自主开发的DSO选择性加氢脱硫成套技术[12, 13], 可避免富含烯烃的轻组分在加氢脱硫过程中烯烃饱和, 因此精确控制轻重汽油的切割比例, 可最大限度减少由烯烃饱和导致的辛烷值损失。
本文通过旋转带蒸馏仪, 对国内某炼油厂预加氢后催化汽油进行窄馏分切割, 并对各窄馏分中的总硫、硫分布(SCD)和族组成(PONA)进行研究, 确定最优的轻重汽油切割比例, 同时对比分析国Ⅳ 、国Ⅴ 工况下全馏分催化汽油加氢脱硫辛烷值损失。
1 DSO成套技术工艺流程及反应原理
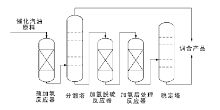
采用GHC-32预加氢催化剂对全馏分催化汽油进行预加氢, 脱除催化汽油中二烯烃, 通过分馏塔进行全馏分汽油轻重切割, 重汽油再通过DSO催化剂选择性加氢脱除重汽油中硫化物, 加氢脱硫产物再经过加氢后处理反应器脱除再生成的硫醇, 经后处理反应器出来的重汽油产品经稳定塔分离出硫化氢和氢气后, 与分馏塔顶出来的轻汽油直接调合。DSO成套技术工艺流程如图1所示。
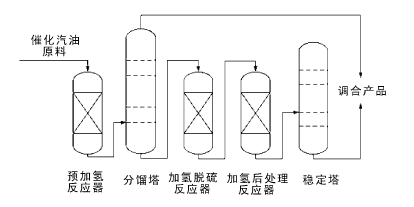 | 图 1 DSO成套技术工艺流程Figure 1 DSO process flow |
2 实验部分
2.1 原料性质
实验用油为国内某炼油厂的催化裂化汽油, 性质如表1所示。
2.2 仪器
采用美国B/R仪器公司36 100全自动旋转带蒸馏仪, 对全馏分催化汽油进行窄馏分切割。采用氢火焰FID检测器、安捷伦7890A气相色谱仪以及SCD检测器对催化汽油原料各窄馏分中硫化物的形态分布进行检测。采用德国耶拿EA3100型硫氮仪进行全馏分和各窄馏分的总硫测定, EA3100型硫氮仪为紫外荧光法总硫, 符合ASTM D5762、ASTM D5453和ASTM D4629标准。
2.3 切割方案
在催化汽油中, 硫和烯烃的分布随沸点的变化不均衡, 烯烃集中分布在低沸点的轻馏分中, 硫化物则集中分布在高沸点重馏分中。对预加氢后催化汽油进行窄馏分切割, 研究各窄馏分硫分布和烯烃分布规律, 以确定轻重汽油精确的切割比例。样品每间隔15 ℃切为一个窄馏分, 催化裂化汽油切割方案见表2。
| 表 2 催化裂化汽油切割方案 Table 2 Cutting scheme of FCC gasoline |
2.4 全馏分加氢脱硫反应器操作条件
催化汽油加氢脱硫实验在200 mL固定床中压加氢反应装置上进行, 操作条件如表3所示。
| 表 3 国Ⅳ 、国Ⅴ 工况下各反应器操作条件 Table 3 Process parameters of the reactors under the conditions of gasoline national standard Ⅳ and Ⅴ |
3 结果与讨论
3.1 全馏分催化汽油预加氢反应结果
采用中国石油天然气股份有限公司石油化工研究院自主开发的GHC-32预加氢催化剂对催化汽油进行加氢预处理, 催化汽油预加氢前后的油品性质如表4所示。
| 表 4 催化汽油预加氢前后的油品性质 Table 4 The properties of feedstock and pre-hydrogenation product |
由表4可以看出, 经过预加氢处理, 催化汽油原料中的二烯值由4.04 g-I· (100g)-1降至0.98 g-I· (100g)-1, 二烯饱和率75.7%, 硫醇硫含量由25.7 μ g· g-1降至5.0 μ g· g-1, 硫醇硫转化率80.5%, 总硫含量和烯烃含量变化不大、辛烷值不变, 表明GHC-32预加氢催化剂具有良好的二烯烃转化及硫醇转化性能。
3.2 预加氢后催化汽油窄馏分性质
生产国Ⅳ 、国Ⅴ 标准清洁汽油时分别要求切割轻汽油总硫含量≯ 50 μ g· g-1和≯ 10 μ g· g-1。在此前提下要尽可能多将富烯烃轻组分切入轻汽油中, 降低重汽油烯烃含量, 减少重汽油在加氢脱硫过程中由于烯烃饱和导致的辛烷值损失。
预加氢后催化裂化汽油各窄馏分段烯烃和总硫含量分布见表5。
| 表 5 预加氢后催化裂化汽油各窄馏分段烯烃、总硫含量分布 Table 5 Olefin and sulfur distribution in each pre-hydrogenation production narrow cutting |
由表5可以看出, 预加氢后催化汽油1~4馏分段占全馏分催化汽油质量分数43.43%, 其中, 烯烃含量53.3%, 占全馏分催化汽油总烯烃含量70.3%; 总硫含量47.2 μ g· g-1, 占全馏分催化汽油总硫含量25.5%。在生产国Ⅳ 标准清洁汽油时可按43%∶ 57%的质量百分比对全馏分催化汽油进行切割。
预加氢后催化汽油1~2馏分段占全馏分催化汽油质量分数30.9%, 其中烯烃含量57.4%, 占全馏分催化汽油总烯烃含量53.8%; 总硫含量9.2 μ g· g-1, 占全馏分催化汽油总硫含量5.0%。在生产国Ⅴ 标准清洁汽油时可按30%∶ 70%的质量百分比对全馏分催化汽油进行切割。
3.3 国Ⅳ 、国Ⅴ 生产方案加氢脱硫反应结果
3.3.1 预加氢产品轻重汽油切割
根据预加氢产品窄馏分总硫含量的分析结果, 分别按照轻汽油中总硫含量≯ 50 μ g· g-1和≯ 10 μ g· g-1的要求, 确定最佳切割比例, 国Ⅳ :43%∶ 57%, 国Ⅴ :30%∶ 70%。采用连续切割装置对预加氢后催化汽油分别按照国Ⅳ 、国Ⅴ 清洁汽油标准进行切割, 所得轻、重汽油的油品性质如表6所示。
| 表 6 切割后轻、重汽油的油品性质 Table 6 Properties of LCN and HCN after cutting |
由表6可以看出, 国Ⅳ 切割方案下, 所得轻汽油总硫含量为47.9 μ g· g-1, 烯烃质量分数53.5%, 重汽油总硫含量为299.2 μ g· g-1, 烯烃质量分数17.3%。国Ⅴ 切割方案下, 所得轻汽油总硫含量为9.2 μ g· g-1, 烯烃质量分数57.4%, 重汽油总硫含量为260.1 μ g· g-1, 烯烃质量分数22.0%。
上述结果表明, 在国Ⅳ 、国Ⅴ 两种不同切割工况下, 按照窄馏分切割计算出切割比例指导轻重汽油切割, 所得轻汽油总硫含量均满足工艺要求。同时精确的切割比例, 有效降低了重汽油的烯烃含量, 减少了重汽油加氢脱硫过程中由烯烃饱和导致的辛烷值损失。
3.3.2 重汽油加氢脱硫评价
采用中国石油天然气股份有限公司石油化工研究院自主开发的加氢脱硫、加氢后处理催化剂对重汽油进行加氢脱硫处理, 重汽油加氢脱硫前后的油品性质见表7。由表7可见, 重汽油经过加氢脱硫单元处理后, 国Ⅳ 工况下, 总硫含量从299.2 μ g· g-1降至49.7 μ g· g-1, 脱硫率83.4%, 烯烃体积分数从35.9%降至31.6%, 研究法辛烷值损失1.4个单位; 国Ⅴ 工况下, 总硫含量从260.1 μ g· g-1降至10.1 μ g· g-1, 脱硫率96.1%, 烯烃体积分数从39.2%降至28.2%, 研究法辛烷值损失3.2个单位。
| 表 7 重汽油加氢脱硫前后的油品性质 Table 7 Evaluation results of HCN hydrodesulfurization |
3.3.3 调合产品性质
将轻汽油和重汽油产品进行调合, 所得调合产品的油品性质如表8所示。
| 表 8 调合产品的油品性质 Table 8 Blending oil properties of the product |
由表8可以看出, 在国Ⅳ 工况下, 催化汽油总硫含量由187.3 μ g· g-1降至48.9 μ g· g-1, 脱硫率73.9%, 研究法辛烷值损失0.8个单位; 国Ⅴ 工况下, 催化汽油产品总硫含量降至9.8 μ g· g-1, 脱硫率94.8%, 研究法辛烷值损失1.4个单位。
4 结论
通过对催化汽油预加氢产品窄馏分硫和烯烃含量分析为预加氢后催化汽油分馏提供精确的切割方案。在国Ⅳ 、国Ⅴ 工况轻汽油总硫含量满足要求的前提下(国Ⅳ 总硫含量≯ 50 μ g· g-1, 国Ⅴ 总硫含量≯ 10 μ g· g-1), 将富含烯烃的馏分更多切入轻汽油中, 有效降低重汽油中烯烃含量, 减少了重汽油在加氢脱硫过程中由于烯烃饱和导致的辛烷值损失。
The authors have declared that no competing interests exist.
参考文献
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|
| [12] |
|
| [13] |
|