{kind=link}
常温液态混合丁烷精脱硫技术的工业应用
引用本文
刘丽花, 刘晶, 宁丹, 蔡吉, 周广林. 常温液态混合丁烷精脱硫技术的工业应用[J]. 工业催化, 2017,25(9): 57-59.
Liu Lihua, Liu Jing, Ning Dan, Cai Ji, Zhou Guanglin. Commercial application of fine desulfurization technique of the liquid mixed butane at ambient temperature[J]. Industrial Catalysis, 2017,25(9): 57-59.
Doi:10.3969/j.issn.1008-1143.2017.09.011Liu Lihua, Liu Jing, Ning Dan, Cai Ji, Zhou Guanglin. Commercial application of fine desulfurization technique of the liquid mixed butane at ambient temperature[J]. Industrial Catalysis, 2017,25(9): 57-59.
Permissions
Copyright©2017, 《工业催化》编辑部
《工业催化》编辑部 所有
常温液态混合丁烷精脱硫技术的工业应用
摘要
介绍常温液态混合丁烷精脱硫原理及工艺流程,简述QSJ-01型COS脱除剂和SQ108型常温吸附剂在异丁烷脱氢装置混合丁烷原料精脱硫过程中的工业应用。结果表明,经过该技术精脱硫后,混合丁烷总硫含量可降至小于1×10-6,脱硫效果显著,满足了异丁烷脱氢催化剂的要求。
关键词:
石油化学工程; 液态混合丁烷; 精脱硫; QSJ-01型COS脱除剂; SQ108型常温吸附剂
中图分类号:TQ426.95
文献标志码:A
文章编号:1008-1143(2017)09-0057-03
Commercial application of fine desulfurization technique of the liquid mixed butane at ambient temperature
Abstract
The principle and technological process of fine desulfurization of liquid mixed butane at normal temperature were introduced.The commercial application of QSJ-01 COS remover and SQ108 type adsorbent at normal temperature in isobutane dehydrogenation process was introduced.The application results showed that the total sulphur content of the mixed butane was reduced to less than 1×10-6 after desulfurization.The desulfurization effect was obvious,which met the requirement of isobutane dehydrogenation catalyst.
Keyword:
petrochemical engineering; liquid mixed butane; fine desulfuration; QSJ-01 COS remover; SQ108 type adsorbent at normal temperature
炼油厂催化裂化装置副产的液化石油气经过与甲醇醚化生产甲基叔丁基醚后剩余碳四[1, 2, 3], 剩余碳四萃取分离得到混合丁烷, 主要组分为正丁烷和异丁烷, 还含有微量含硫化合物, 其中, 正丁烷异构生产异丁烷, 异丁烷脱氢生产异丁烯, 这些工艺过程的催化剂对原料混合丁烷质量要求严格[4, 5], 要求总硫含量小于1× 10-6。混合丁烷原料中的硫、氮等杂质容易使贵金属催化剂中毒失活, 降低催化活性和使用寿命, 也会产生副反应, 对产品质量和产量造成影响[6]。
山东京博石油化工有限公司新建一套250 kt· a-1异丁烷/丙烷生产装置, 原料异丁烷由混合丁烷分离得到, 其中, 含硫化物主要以硫醇和二硫化物为主, 含有少量硫醚和COS等。异丁烷/丙烷生产装置使用的脱氢催化剂为Pt系催化剂, 为确保异丁烷质量满足脱氢装置的生产需求, 须对原料混合丁烷进行脱硫净化处理。采用中国石油大学(北京)开发的液化石油气精脱硫工艺技术, 脱硫剂为QSJ-01型COS脱除剂和SQ108型常温吸附剂。本文简述QSJ-01型COS脱除剂和SQ108型常温吸附剂在异丁烷脱氢装置混合丁烷原料精脱硫过程中的工业应用。
1 常温液态混合丁烷精脱硫工艺及流程
1.1 精脱硫原理
(1) 脱水。混合丁烷中水含量为600× 10-6~800× 10-6, 为了保持QSJ-01型COS脱除剂和SQ108型常温吸附剂活性和寿命, 在常温和一定压力条件下, 采用固体碱脱出醚后中的水, 同时也可吸收部分COS、硫醇和CO2, 形成的硫化物等物质进入水层排出。固体碱可使醚后中水含量降至小于100× 10-6, 满足QSJ-01羰基硫脱除剂要求。
(2) COS脱除剂。COS脱除剂以活性氧化铝为载体, 浸渍碱金属和碱土金属, 脱除COS主要通过吸附作用、催化氧化作用和催化转化作用实现。吸附作用是借助活性氧化铝表面的自由力场, 通过活性氧化铝与COS之间的分子力而产生的一种物理吸附; 催化氧化法是在氧存在下, COS在活性氧化铝表面进行氧化反应; 催化转化法是通过在活性氧化铝中加入碱金属和碱土金属, 加速COS水解转化为硫化氢后被活性氧化铝吸附。
(3) 脱硫。精脱硫塔内使用铜改性分子筛和高效脱硫剂脱除醚后中硫醇、二硫化物和硫醚, SQ108型常温吸附剂以分子筛为主, 经铜改性制成, 具有较大的比表面积和规整的孔结构, 脱硫活性很高, 脱硫后混合丁烷中总硫含量小于1× 10-6。
QSJ-01型COS脱除剂和SQ108型常温吸附剂均具有一定的硫容量, 硫容质量分数约2%时, 脱硫能力开始下降, 此时应更换脱除剂和吸附剂。
1.2 精脱硫工艺流程
常温液态混合丁烷精脱硫工艺流程见图1。
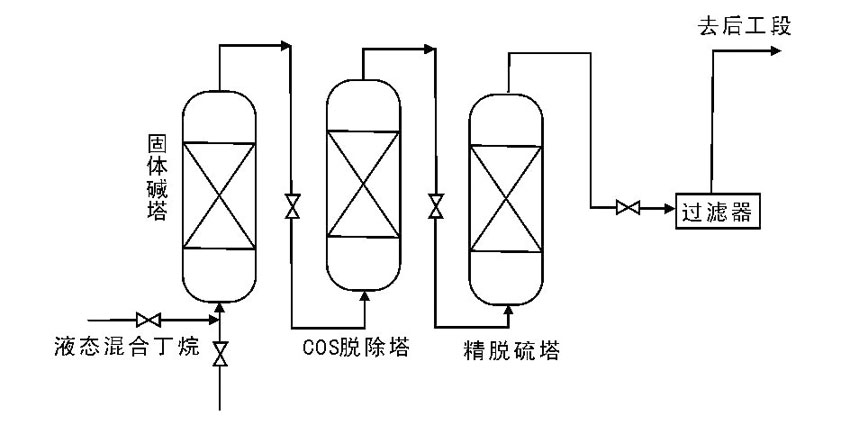 | 图 1 常温液态混合丁烷精脱硫工艺流程Figure 1 Deep desulfurization process of liquid mixed butane at room temperature |
液态混合丁烷自下部进入固体碱塔, 混合丁烷中含有的微量水分被固体碱吸收。固体碱床层不断吸收水分后形成液体碱, 并在固体碱塔底部积累, 当积累的碱水液面超过塔底液面量程一半时, 将塔底部的含碱水排放至贮罐中外送。
固体碱也可吸收部分COS和CO2, 生成的硫化钠等物质进入水层排出。为保证脱水效果, 根据固体碱塔下游混合丁烷中水含量分析结果及固体碱消耗情况补充固体碱。
来自固体碱塔顶部的液态混合丁烷自底部进入COS脱除塔, COS脱除塔内装填QSJ-01型COS脱除剂。在催化剂作用下, 吸附混合丁烷中的羰基硫和硫醇。混合丁烷自塔顶部排出, 送入精脱硫塔。
来自COS脱除塔的混合丁烷自塔底部进入精脱硫塔, 脱除二硫化物、硫醚和硫醇等含硫化合物后自塔顶部排出, 送入过滤器。
设置两台篮式过滤器, 一开一备。精脱硫后, 混合丁烷输送至下游装置。
1.3 吸附剂性质、装填及使用条件
固体碱、QSJ-01型COS脱除剂和SQ108型常温吸附剂的物化性质见表1。
| 表 1 固体碱、QSJ-01型COS脱除剂和SQ108型常温吸附剂的物化性质 Table 1 Physicochemical properties of solid base, QSJ-01 COS remover and SQ108 type normal temperature adsorbent fine desulfurization sorbent for mixed butane |
根据混合丁烷装置的生产要求, 主要设备需装填COS脱除剂和吸附剂, 装填数量见表2。
| 表 2 主要脱硫设备及COS脱除剂和吸附剂装填量 Table 2 Main desulfurization equipments and loading amounts of COS remover and adsorbent |
1.4 精脱硫工艺条件
原料混合丁烷组成:ω (丙烷)=0.19%, ω (丙烯)=0.03%, ω (异丁烷)=33.74%, ω (正丁烷)=63.18%, ω (反-2-丁烯)=0.19%, ω (1-丁烯)=0.19%, ω (异丁烯)=0.07%, ω (顺-2-丁烯)=0.2%, ω (异戊烷)=2.2%。
混合丁烷中典型含硫化合物类型以及含量:COS为0.30× 10-6, 甲硫醇为0.65× 10-6, 乙硫醇为13.68× 10-6, 甲硫醚为0.18× 10-6。含硫化合物含量通常为4× 10-6~16× 10-6, 有时大于25× 10-6, 且以乙硫醇为主。
工艺操作条件:压力(1.0~1.5) MPa, 温度40 ℃, 处理液相混合丁烷量13 000 kg· h-1, 年操作时间8 000 h, 操作弹性60%~120%, 连续操作。
2 工业应用
精脱硫装置标定结果列于表3。由表3可见, 混合丁烷中总硫含量为12.8× 10-6~27.08× 10-6, 精脱硫后总硫含量均低于设计值(1× 10-6), 达到技术指标要求。实际工业运行过程中, 未发现混合丁烷脱硫装置明显压差, 出口过滤器也没有出现压差, 表明吸附剂物化性能良好, 没有粉化现象, 能够满足生产的要求。
| 表 3 精脱硫装置标定结果 Table 3 Calibration results for deep desulfurization |
增加混合丁烷精脱硫单元后, 提高了混合丁烷质量, 保证了异丁烷脱氢装置的平稳运行, 提高了经济效益。
3 结 论
采用中国石油大学(北京)开发的常温液态混合丁烷精脱硫工艺技术建成的工业装置, 工业应用结果表明, 精脱硫后, 可以使混合丁烷总硫含量降至1× 10-6以下, 完全能够满足异丁烷脱氢生产对原料混合丁烷的要求。
The authors have declared that no competing interests exist.
参考文献
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|