
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
催化湿式氧化处理头孢氨苄废水
引用本文
李先如, 王维, 陈静怡, 熊子昂, 孙文静, 卫皇曌, 祁至崴, 孙承林. 催化湿式氧化处理头孢氨苄废水[J]. 工业催化, 2018,26(1): 74-80.
Li Xianru, Wang Wei, Chen jingyi, Xiong Ziang, Sun Wenjing, Wei Huangzhao, Qi Zhiwei, Sun Chenglin. Catalytic wet air oxidation of waste water containing cephalexin[J]. Industrial Catalysis, 2018,26(1): 74-80.
DOI:10.3969/j.issn.1008-1143.2018.01.013
Li Xianru, Wang Wei, Chen jingyi, Xiong Ziang, Sun Wenjing, Wei Huangzhao, Qi Zhiwei, Sun Chenglin. Catalytic wet air oxidation of waste water containing cephalexin[J]. Industrial Catalysis, 2018,26(1): 74-80.
Permissions
Copyright©2018, 《工业催化》编辑部
《工业催化》编辑部 所有
催化湿式氧化处理头孢氨苄废水
作者简介:李先如,1987年生,男,山东省德州市人,主要从事催化湿式氧化处理有机废水研究。
摘要
采用催化湿式氧化处理头孢氨苄废水,考察反应温度、进水pH及Cl-含量对RCT催化剂性能的影响,并对液体样品及催化剂进行了HPLC、TOC/TN、GC-MS、N2物理吸附-脱附及XRF表征。通过正交实验,得出最佳的工艺条件为:进水pH=4.8,Cl-浓度1 500 mg·L-1,反应温度260 ℃;对催化剂进行300 h连续寿命考察,废水TOC及TN去除率均超过90%,催化剂稳定性高,活性组分流失较少;废水经催化湿式氧化处理,水中残留的主要有机物均可生化降解。
关键词:
催化剂工程; 催化湿式氧化; 头孢氨苄废水; 工艺条件; Ru/TiO2催化剂
中图分类号:TQ333.2;X701
文献标志码:A
文章编号:1008-1143(2018)01-0074-07
Catalytic wet air oxidation of waste water containing cephalexin
Abstract
Catalytic wet air oxidation was employed to treat cephalexin wastewater,and the effects of reaction temperature,pH and Cl- content were investigated.Liquid samples and catalysts were characterized by HPLC,TOC/TN,GC-MS,N2-Physisorption and XRF.Orthogonal experimentalresults showed that the optimal reaction conditions were:reaction temperature was 260 ℃,Cl- content was 1500 mg·L-1 and pH was 4.8.RCT catalyst exhibited high TOC/TN removal(over 90%),high stability and low active met al loss during 300 h reaction test. And the main organic residues after CWAO werebiodegradable.
Keyword:
catalyst engineering; catalytic wet air oxidation; cephalexin wastewater; technological conditions; Ru/TiO2 catalyst
头孢类抗生素抗菌谱广、杀菌力强, 是我国临床广泛应用的药物之一[1]。抗生素废水主要来源于提取工艺的结晶液及废母液, 含大量未被利用的有机组分及其分解产物, 具有浓度高、含多种难降解有机物和生物毒性物质的特点[2]。据统计, 我国制药企业每生产1 t原料药共需消耗约(10~200) t的多种原材料, 产生上千吨高浓度、难降解和成分复杂的废水。这些废水若不妥善处理, 便造成严重的环境污染。
对头孢抗生素生产废水的处理, 最有效的方法是改变生产工艺, 从源头减少废水的排放。近年来, 随着酶工程的发展, 酶法生产头孢类抗生素因具有反应条件温和、收率高及环境友好等优点而被广泛研究[3, 4]。目前, 由于酶法放大生产还存在一些问题, 化学法生产头孢类抗生素仍占很大比重。而化学法产生的废水量大, 因此, 对头孢类生产废水的治理意义重大。Palak Bansal等[5]采用光催化技术对头孢氨苄废水的降解进行了研究; Guo Wanqian等研究发现, 采用超声处理可以提高头孢氨苄废水的可生化性, 还通过培养微藻, 有效去除水中7-氨基头孢烷酸, 同时制备生物柴油[7]; Adriana Ledezma Estrada等[8]通过电-芬顿技术, 成功提高了头孢氨苄废水的可生化性; Sundararaman S等[9, 10]采用膜生物反应器对头孢抗生素废水进行了处理, 并研究了负荷及水力停留时间的影响。尽管对头孢抗生素生产废水的处理研究很多, 但大部分针对的是低浓度头孢废水, 距实际应用还有一定距离。
催化湿式氧化(CWAO)是在高温[(125~320)℃] 、高压[(0.5~20)MPa]条件下实现对有毒有害及难生化降解有机废水有效降解的方法, 具有去除效率高、占地面积小、无二次污染且无需额外提供能量等优点[10]。CWAO的工业化应用广泛, 可以用来处理制浆废水、印染废水、炼油废水、酿酒厂废水、氧化铝精炼废水、食品工业废水、皮革工业废水和市政废物等。废水中有机物经CWAO氧化为CO2及小分子羧酸, 同时在此过程中没有NOx、SO2等有害气体产生, 不需要尾气净化系统。
本文采用CWAO技术处理头孢氨苄废水, 考察反应温度、进水pH及Cl-含量对RCT催化剂性能的影响, 并对液体样品及催化剂进行HPLC、TOC/TN、GC-MS、N2物理吸附-脱附及XRF表征。
1 实验部分
1.1 原料和试剂
浓硫酸、NaOH、NaCl及头孢氨苄均为分析纯; 高压空气及氧气, 大连科纳科学技术开发公司; 催化湿式氧化RCT催化剂, 大连科铎环保科技有限公司。
1.2 催化剂表征
采用PANalytical公司Magix 601型仪器对催化剂元素及含量进行分析。用玛瑙研钵将催化剂磨成粉末, 在30 MPa下压制成片进行X射线荧光光谱分析。
比表面积及孔径分布在美国康塔仪器公司NOVA全自动比表面和孔隙度分析仪上测定。样品在300 ℃下高真空处理6 h, 以氮气为吸附质, 77 K下吸附, 得到吸附等温线。由BET方法计算样品比表面积, BJH方法及脱附支得到孔径分布。
1.3 反应评价及样品分析
间歇反应在500 mL高压反应釜中进行, 头孢氨苄模型废水加入量200 mL, 充氧气2 MPa, 使用浓H2SO4或质量分数48%的NaOH调节废水pH, NaCl调节废水中Cl-含量, 考察进水pH、Cl-含量及反应温度对催化剂性能的影响。连续反应在管式固定床反应器中进行, 催化剂装填量10 mL, 液时空速1 h-1, 反应温度260 ℃、反应压力6.5 MPa, 空气流量40 mL· min-1。
液相色谱采用依利特P230II等度系统分析, 色谱柱SinoChrome ODS-BP 5μ m, 流动相甲醇与水体积比80: 20, 流量1 mL· min-1, 检测器波长254 nm。TOC/TN采用日本Shimadzu公司TOC-VCPH/C PN型仪器进行分析。COD及NH3-N采用连华科技5B-3B型(V8版)多参数测定仪进行分析。GC-MS采用Agilent7890-5975C分析, 分析条件:色谱柱Agilent 123-0162 DB-5MS(30 m× 250 μ m× 0.25 μ m), 10 ℃· min-1速率从40 ℃升至300 ℃, 保持2 min。ICP-OES采用IRIS Intrepid ICP分析, 3%~4%HCl做基质。
2 结果与讨论
2.1 头孢氨苄转化率
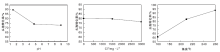
各因素对头孢转化率影响见图1和表3。
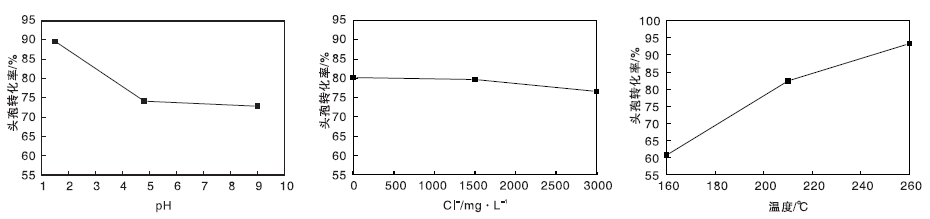 | 图1 各因素对头孢转化率影响Figure 1 Effects of factors on cephalexin conversion |
| 表3 正交实验的结果(头孢氨苄转化率) Table 3 Conversion of cephalexin under verification experimental conditions |
由图1可知, 使用RCT催化剂处理头孢氨苄废水, 头孢氨苄转化率随pH及Cl-含量的增加而降低, 随温度的升高而升高, 最优条件为:pH=1.5, Cl-浓度0 mg· L-1, 反应温度260 ℃。
由表3可知, 进水pH、Cl-含量及反应温度对头孢氨苄转化率影响程度为反应温度> pH> Cl-含量。
2.2 TOC去除率
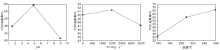
各因素对TOC去除率影响见表4和图2。
| 表4 正交实验的结果(TOC去除率) Table 4 TOC removal under verification experimental conditions |
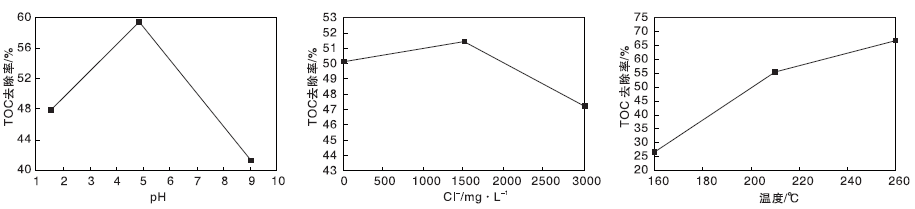 | 图2 各因素对TOC去除率影响Figure 2 Effects of factors on TOC removal |
由图2可以看出, RCT催化剂处理头孢氨苄废水, TOC去除率随pH及Cl-含量的增加先升高后降低, 随温度的升高而升高, 最优条件为:pH=4.8, Cl-浓度1 500 mg· L-1, 反应温度260 ℃。
由表4可知, 进水pH、Cl-含量及反应温度TOC去除率的影响程度为反应温度> pH> Cl-含量。
2.3 TN去除率
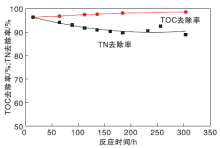
各因素对TN去除率影响见表5和图3。
| 表5 正交实验的结果(TN去除率) Table 5 TN removal under verification experimental conditions |
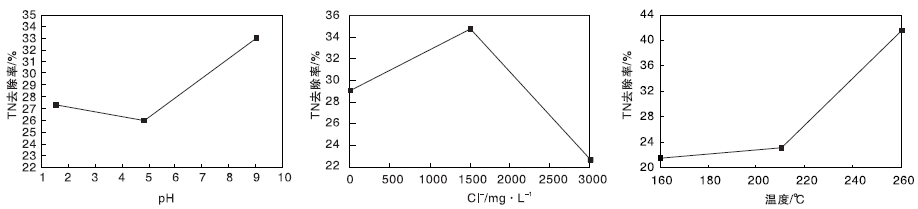 | 图3 各因素对TN去除率影响Figure 3 Effects of factors on TN removal |
由图3可以看出, RCT催化剂处理头孢氨苄废水, TN去除率随pH的增加先降低后升高, 随Cl-含量的增加先升高后降低, 随温度的升高而升高, 最优条件为:pH=9.0, Cl-浓度1 500 mg· L-1, 反应温度260 ℃。
由表5可知, 进水pH、Cl含量及反应温度对TN去除率的影响程度为反应温度> Cl-含量> pH。
综合分析, 采用RCT催化剂对头孢氨苄废水进行CWAO处理, 最优工艺条件为pH=4.8, Cl-浓度1 500 mg· L-1, 反应温度260 ℃。
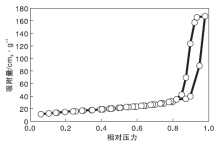
2.4 连续反应过程
图4为连续反应过程中TOC及TN去除率随时间变化曲线。由图4可以看出, 反应连续运行300 h, TOC及TN去除率稳定在90%以上。表明催化湿式氧化催化剂RCT对头孢氨苄废水具有较高的TOC及TN去除率, 而且稳定性良好。
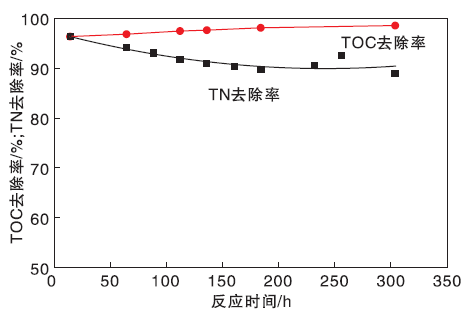 | 图4 连续反应过程中TOC及TN去除率随时间变化曲线Figure 4 TOC and TN removal vs. reaction time |
2.5 N2物理吸附-脱附
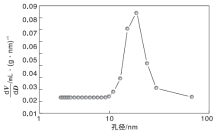
图5为RCT催化剂的等温吸附-脱附曲线及孔径分布曲线。
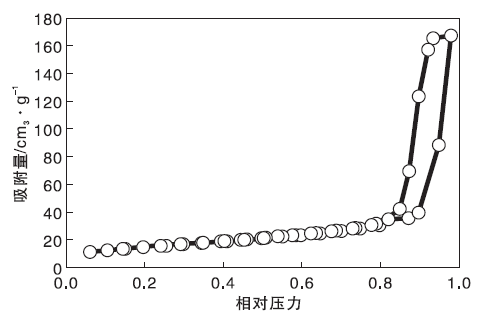 | 图5 RCT催化剂的等温吸附脱附曲线Figure 5 Nitrogen adsorption-desorption isotherms of RCT catalyst |
由图5可以看出, RCT催化剂表现为Ⅳ 型吸附等温线, 说明催化剂为介孔材料, 根据IUPAC关于滞后环的分类, 属于H2型滞后环, 表明催化剂具有“ 墨水瓶” 状的孔道结构。
图6为RCT催化剂的孔径分布曲线。从图6可以看出, 中孔尺寸介于(10~30) nm, 孔尺寸分部较窄。RCT催化剂比表面积为14.0 m2· g-1, 孔体积为0.1 cm3· g-1, 平均孔径为24.6 nm。
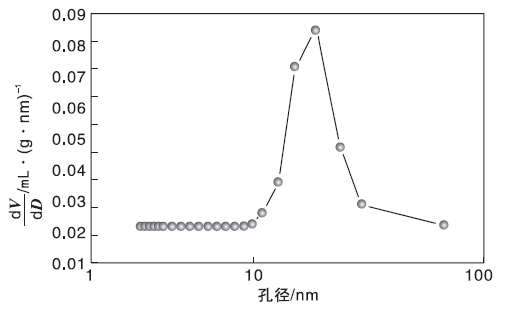 | 图6 RCT催化剂的孔径分布曲线Figure 6 Pore size distribution of RCT catalyst |
2.6 催化剂活性组分流失
表6为RCT催化剂的XRF表征结果。由表6可以看出, 反应后催化剂上活性组分Ru及Ce的含量较反应前略有降低, 但变化不大。
| 表6 RCT催化剂的XRF结果 Table 6 XRF results of RCT catalyst |
取反应第4 天及11天的反应出水进行ICP测定, 结果如表7所示。由表7可以看出, 反应开始阶段, RCT催化剂活性组分Ru及Ce有一定程度的流失, 随着反应进行, 流失量逐渐降低。
| 表7 CWAO连续反应出水ICP测定结果 Table 7 ICP results of effluent water |
2.7 反应产物分析
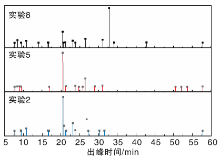
对催化湿式氧化处理后的废水进行了GC-MS分析, 结果见图7和表8。
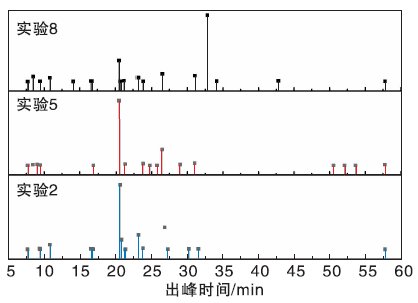 | 图7 CWAO反应出水GC-MS谱图Figure 7 GC-MS spectra of effluent water |
| 表8 CWAO反应出水GC-MS谱图分析结果 Table 8 Analysis results of GC-MS spectra |
由表8可以看出, 经过催化湿式氧化处理, 当TOC去除率较低时(实验8), 头孢氨苄主要降解为苯甲酰甲酸、苯甲醛及苯甲酸等物质; 当TOC的去除率较高时(实验2和5), 水中残留的有机物主要有苯甲醛及苯甲酸。其中, 苯甲醛及苯甲酸的可生化性很好, 可通过生化降解。
3 结 论
(1)使用RCT催化剂处理头孢氨苄废水, 最优工艺条件为:进水pH=4.8, Cl-浓度1 500 mg· L-1, 反应温度260 ℃。
(2)使用RCT催化剂处理头孢氨苄废水, 反应连续运行300 h, TOC及TN去除率均超过90%, 催化剂稳定性高, 活性组分流失较少。
(3)头孢氨苄废水经催化湿式氧化处理, 水中残留的主要有机物均可生化降解。
The authors have declared that no competing interests exist.
参考文献
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|