{kind=link}
{kind=link}
{kind=link}
{kind=link}
乙醇酸甲酯水解制备乙醇酸工艺
[孙凤侠 , 钟源, 刘俊涛
, 钟源, 刘俊涛* ]
, 钟源, 刘俊涛|
|


作者简介:孙凤侠,1976年生,女,山东省单县人,博士,高级工程师。E-mail:sunfx.sshy@sinopec.com
在固定床反应器内,对乙醇酸甲酯催化水解制备乙醇酸工艺进行研究,考察了反应温度、水酯物质的量比和空速对乙醇酸甲酯转化率的影响。结果表明,优化的水解工艺条件为质量空速(1~3) h-1,反应温度(70~85) ℃,水酯物质的量比5~10。年产1 000 t合成气制乙醇酸中试试验结果表明,采用反应精馏进行乙醇酸甲酯水解,在回流比0.5~6.0条件下,乙醇酸甲酯水解转化率接近100%,乙醇酸水溶液产品质量达到企业标准要求。
Preparation of glycolic acid(GA)by catalyzed hydrolysis of methyl glycolate(MG)was studied in the fixed-bed reactor.Effects of reaction temperature, molar ratio of water to methyl glyoxylate and space velocity on conversion of MG were investigated.The optimized hydrolysis conditions were determined as space velocity was(1~3) h-1,the hydrolysis temperature was(70~85)℃,and molar ratio of water to MG was 5~10.1000 t·a-1 pilot scale experiment showed that high conversion of MG about 100% was achieved by continuous reaction distillation under reflux ratio of 0.5~6.0,and the quality of glycolic acid met company standard.
乙醇酸又称羟基乙酸, 是种重要的精细化学品和有机中间体, 在化学清洗、化妆品、生物降解材料等领域应用广泛[1, 2, 3, 4]。目前, 国内乙醇酸需求缺口较大, 乙醇酸及相关产品主要依赖进口。
乙醇酸生产工艺[5, 6, 7]主要有氯乙酸水解法、羟基乙腈水解法和甲醛羰基化法。氯乙酸水解法和羟基乙腈水解法, 产品收率高, 但原料毒性大、腐蚀性强; 甲醛羰基化法, 原料成本低, 但操作压力高, 产物分离提纯难度大, 催化剂难以回收利用。因此, 开发一种反应条件温和、环境友好的制备乙醇酸的绿色工艺路线成为研究的热点和重点。
近年来, 随着合成气制乙二醇技术工业化进程的不断推进, 合成气制乙二醇工艺中的衍生物乙醇酸甲酯的开发利用受到重视, 以乙醇酸甲酯为原料水解制备乙醇酸的方法引起研究者关注[8, 9, 10, 11, 12]。该方法对环境无污染, 操作安全, 是符合我国国情的绿色工艺路线。目前, 特别是随着合成气制乙二醇项目进入量产阶段, 草酸二甲酯选择加氢制备乙醇酸甲酯技术也日趋完善和成熟, 这为乙醇酸甲酯规模化生产提供了一条新途径, 从而使乙醇酸甲酯进一步水解大规模生产乙醇酸新工艺的工业化成为可能。
乙醇酸甲酯的水解为可逆反应, 受化学平衡限制, 原料乙醇酸甲酯转化率和后续乙醇酸提纯的能耗成本均与工艺操作条件息息相关。本文采用固定床反应器, 以固体酸为催化剂对乙醇酸甲酯水解制备乙醇酸工艺进行研究, 考察反应温度、空速和水酯物质的量比对乙醇酸甲酯转化率的影响, 并开展水解中试试验研究, 为该工艺进一步放大和工业应用提供技术支持。
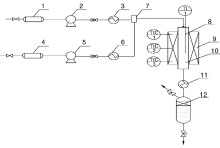
实验室小试实验装置流程如图1所示, 为保障反应器床层温度分布均匀, 采用三段式分区加热模式, 反应温度由智能程序控温仪控制, 测温热电偶插入到反应器催化剂床层的内部, 可准确测量反应温度。来自不同原料罐的去离子水和乙醇酸甲酯分别经计量泵计量, 经预热器预热后, 在混合器充分混合后进入固定床反应器, 在催化剂的作用下发生水解反应, 反应产物经冷却器降温后进入收集罐。收集罐的液相产物由液相色谱进行分析。
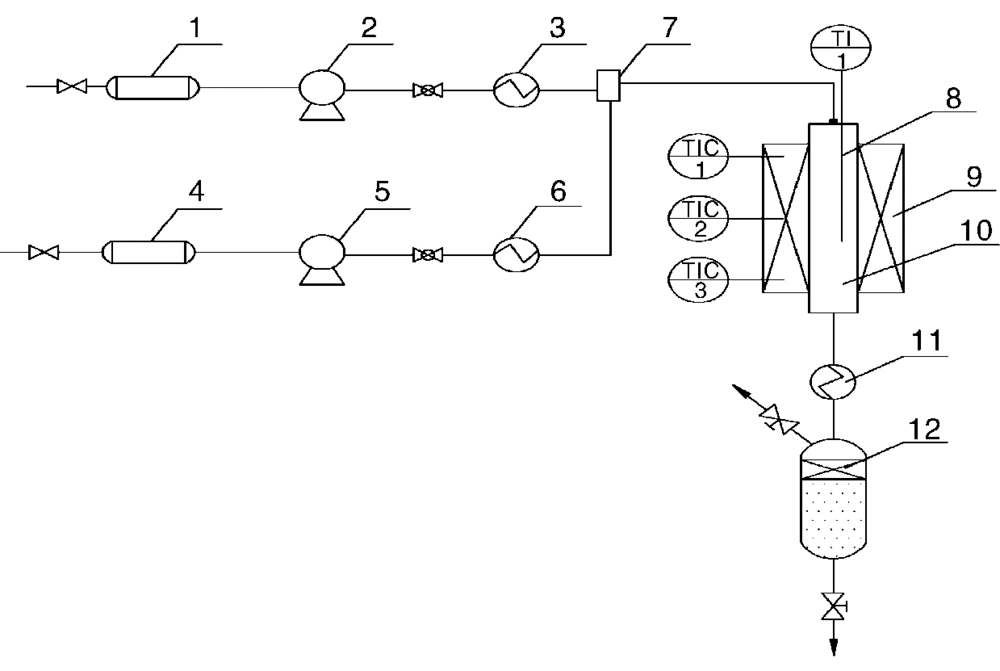 | 图1 实验装置流程示意图 1, 4为原料罐; 2, 5为计量泵; 3, 6为预热器; 7为混合器; 8为热电偶; 9为加热控制器; 10为反应器; 11为冷却器; 12为收集罐Figure 1 Flow diagram of experimental setup |
采用日本岛津LC-20A液相色谱仪对水解反应产物进行分析。采用Agilent Eclipse Plus C18液相色谱柱, 4.6 mm× 250 mm, 5 μ m。色谱条件:柱箱温度35 ℃; 流动相为10%的乙腈溶液和90%的磷酸调pH=3的磷酸水溶液; 流速为1 mL· min-1; 进样量10 μ L, 检测波长为212 nm。
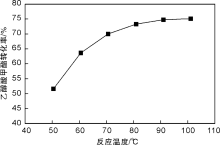
以固体酸为水解催化剂, 在质量空速为2.0 h-1和水酯物质的量比为10∶ 1的条件下, 考察反应温度对乙醇酸甲酯转化率的影响, 结果如图2所示。
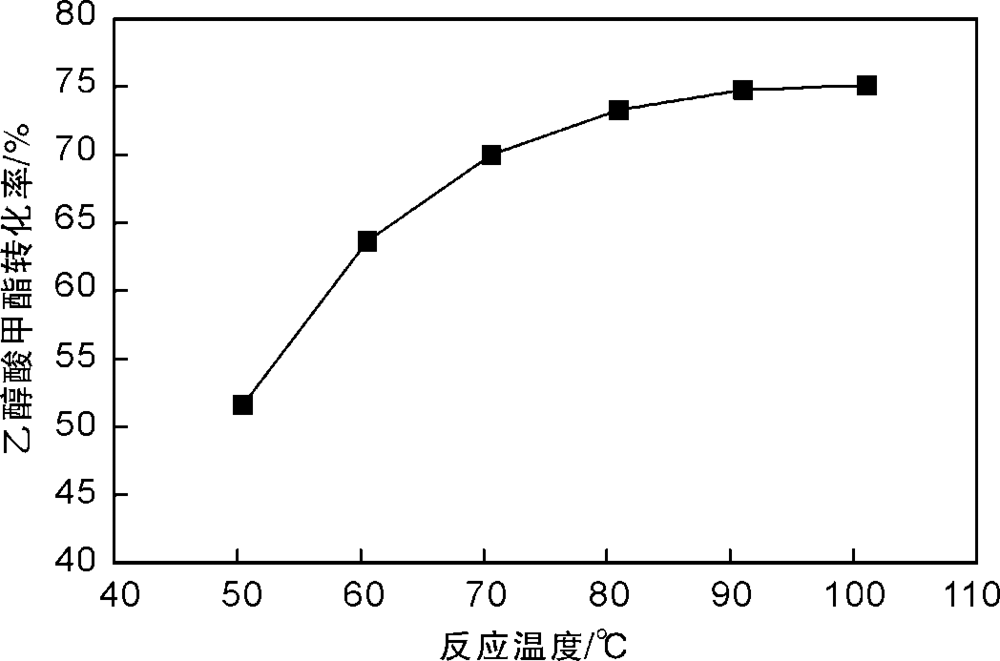 | 图2 反应温度对乙醇酸甲酯转化率的影响Figure 2 Effect of reaction temperature on conversion of methyl glycolate |
由图2可以看出, 随着反应温度的升高, 乙醇酸甲酯转化率先快速增加, 然后逐渐变缓, 反应温度超过80 ℃时, 乙醇酸甲酯转化率随着温度的升高变化越来越慢。考虑到乙醇酸是热敏性物质, 在高温下容易聚合, 因此, 适宜的反应温度为(70~85) ℃。
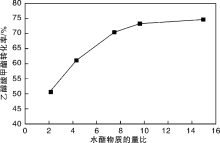
在反应温度80 ℃和质量空速为2.0 h-1的条件下, 考察水酯物质的量比对乙醇酸甲酯转化率的影响, 结果如图3所示。
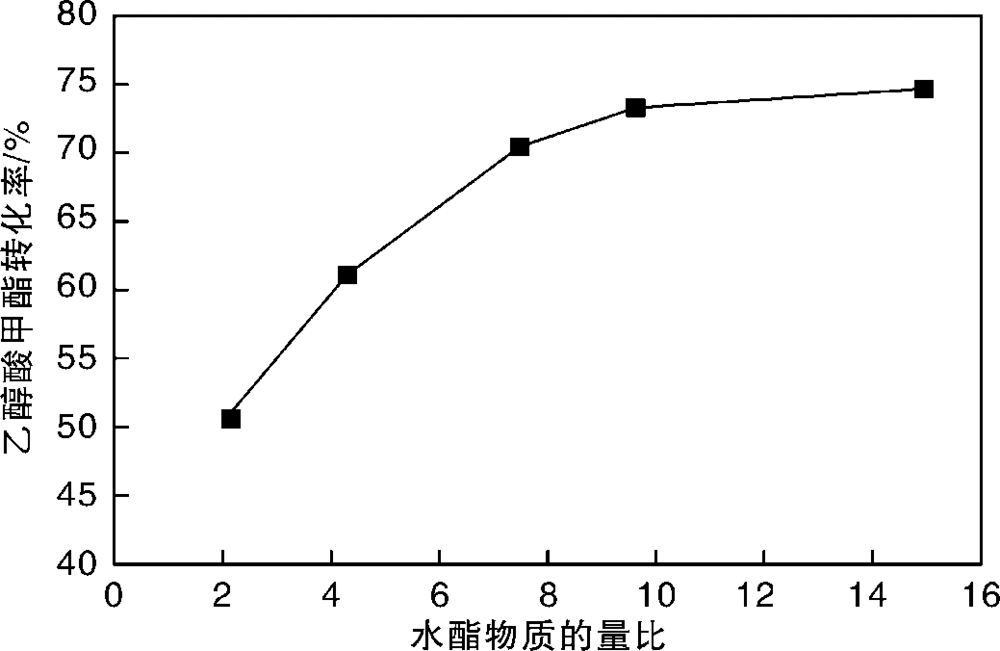 | 图3 水酯物质的量比对乙醇酸甲酯转化率的影响Figure 3 Effect of H2O/MG molar ratio on conversion of methyl glycolate |
由图3可以看出, 随着水酯物质的量比增大, 乙醇酸甲酯水解转化率升高。水酯物质的量比小于10时, 乙醇酸甲酯转化率随着水酯物质的量比增加而快速增大, 当水酯物质的量比大于10时, 乙醇酸甲酯转化率随着水酯物质的量比增加而变得较为缓慢, 且较大的水酯物质的量比对后续分离工段能耗影响较大。综合考虑, 适宜的水酯物质的量比为5~10。
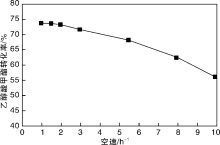
在水酯物质的量比为10∶ 1和反应温度80 ℃的条件下, 考察质量空速对乙醇酸甲酯水解转化率的影响, 结果如图4所示。
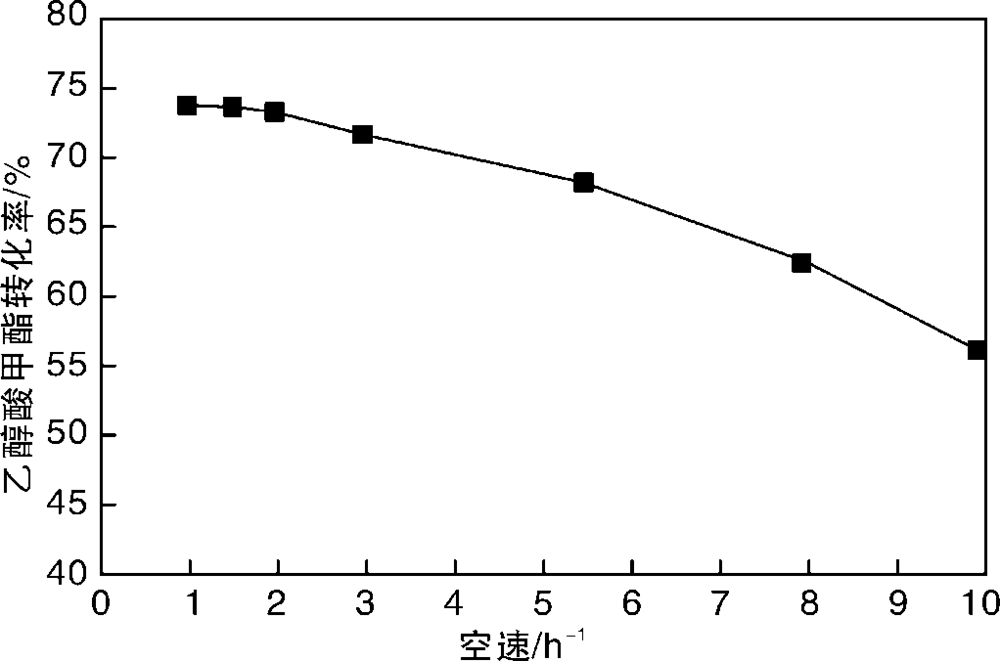 | 图4 质量空速对乙醇酸甲酯转化率的影响Figure 4 Effect of WHSV on conversion of methyl glycolate |
由图4可以看出, 随着质量空速的增加, 乙醇酸甲酯水解转化率逐渐下降。质量空速小于3 h-1时, 乙醇酸甲酯水解转化率降低幅度较缓和, 质量空速大于3 h-1时, 乙醇酸甲酯水解转化率下降趋势明显加快。适宜的水解质量空速为(1~3) h-1。
(1) 以固体酸为催化剂, 在固定床反应器内对乙醇酸甲酯水解制备乙醇酸的工艺条件进行研究。优化的水解工艺条件为质量空速(1~3) h-1, 反应温度(70~85) ℃, 水酯物质的量比5~10。
(2) 在年产1 000 t合成气制乙醇酸中试试验装置上进行了乙醇酸甲酯水解制乙醇酸试验研究。结果表明, 在反应温度(55~85) ℃, 反应压力(25~45) kPa和回流比0.5~6.0条件下, 乙醇酸甲酯水解转化率接近100%, 并得到了70%乙醇酸溶液产品, 产品质量满足企业要求标准。
The authors have declared that no competing interests exist.
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|
| [12] |
|