{kind=link}
{kind=link}
{kind=link}
{kind=link}
强酸性树脂催化制备乙醇酸甲酯
引用本文
王誉蓉, 刘俊涛. 强酸性树脂催化制备乙醇酸甲酯[J]. 工业催化, 2018,26(4): 60-63.
Wang Yurong, Liu Juntao. Catalytic synthesis of methyl glycolate with strong acidic resin[J]. Industrial Catalysis, 2018,26(4): 60-63.
DOI:10.3969/j.issn.1008-1143.2018.04.013
Wang Yurong, Liu Juntao. Catalytic synthesis of methyl glycolate with strong acidic resin[J]. Industrial Catalysis, 2018,26(4): 60-63.
Permissions
Copyright©2018, 《工业催化》编辑部
《工业催化》编辑部 所有
强酸性树脂催化制备乙醇酸甲酯
作者简介:王誉蓉,1988年生,女,上海市人,博士,工程师。
摘要
以强酸性离子交换树脂为催化剂,进行了乙醇酸酯化制备乙醇酸甲酯的试验研究,考察反应温度、醇酸物质的量比、催化剂用量及是否搅拌等因素对乙醇酸转化率与反应速率的影响。结果表明,在反应温度100 ℃、醇酸物质的量比8∶1、催化剂用量为乙醇酸质量的5%和搅拌的条件下,乙醇酸转化率达93%以上。
关键词:
精细化学工程; 乙醇酸; 乙醇酸甲酯; 强酸性树脂; 酯化
中图分类号:TQ426.94;TQ225.24
文献标志码:A
文章编号:1008-1143(2018)04-0060-04
Catalytic synthesis of methyl glycolate with strong acidic resin
Abstract
This paper investigated the esterification of glycolic acid to produce methyl glycolate in the presence of strong acidic ion-exchange resin as catalyst.A series of factors,including temperature,alcohol-acid mole ratio,catalyst loading,and stirring,were employed to study their influences on the conversion rate and the reaction rate of glycolic acid.The results show that the conversion rate of glycolic acid could reach as high as 93% under the optimal conditions of reaction temperature 100 ℃,alcohol-acid mole ratio 8∶1,catalyst loading 5% (based on weight),and stirring.
Keyword:
fine chemical engineering; glycollic acid; methyl glycolate; strong acidic resin; esterification
乙醇酸甲酯是种重要的化学中间体, 由于同时具有醇羟基和酯基结构, 使其具有特殊的物化性能, 可参与多种化学反应, 包括羰化反应、水解反应、氨化反应、加氢反应及氧化脱氢反应等[1]。因而, 乙醇酸甲酯能够广泛应用于药物合成、化工、农药、饲料和染料等多个领域, 同时也可作为纤维素、树脂、橡胶等产品的溶剂[2]。
乙醇酸甲酯的合成路线较多, 可分为乙二醇和甲醇一步合成、甲醛羰化-酯化合成、甲缩醛和甲酸法、偶联法、氯乙酸法、甲醛和氢氰酸加成法、甲缩醛与甲醛自由基加成法、草酸二甲酯加氢还原法和生物酶氧化法等[3]。近年来, 以煤为原料的下游煤化工产业受到广泛关注, 草酸二甲酯加氢还原法成为一种新型的乙醇酸甲酯制备路线[4, 5]。此外, 以乙醇酸为原料直接酯化也是一条可选路径。传统的羧酸酯化可采用浓硫酸作为催化剂, 但存在产物分离困难、对设备腐蚀和环境污染较为严重等问题。近年来主要采用非均相催化剂, 如固体酸、杂多酸、有机磺酸、强酸性离子交换树脂等用于替代浓硫酸。固体酸类催化剂在异构化、烷基化、酯化和聚合等反应中均表现出较高的催化活性, 且产物与催化剂的分离较为简单, 对设备基本无腐蚀。陈栋梁等[2]开发了S
1 实验部分
1.1 试 剂
甲醇, 分析纯, 国药集团化学试剂有限公司; 乙醇酸, 化学纯, 南京化学试剂股份有限公司; 环己烷, 分析纯, 南京化学试剂股份有限公司。
1.2 酯化反应
影响酯化反应的因素较多, 包括反应温度、反应物物质的量比、反应时间、催化剂种类和用量、带水剂及外在扰动等。为保证酯化反应的顺利进行, 实验选用环己烷作为带水剂, 用于除去反应过程中生成的部分水。选用三口烧瓶, 依次加入一定量的乙醇酸、甲醇、强酸性阳离子树脂和环己烷, 待充分溶解后置入磁子并放入已经达到反应温度的油浴中加热、搅拌。反应过程中产生的蒸汽通过烧瓶顶部的球形回流冷凝管进行冷凝, 并回流至下方分水器。反应开始后每隔一定的时间进行取样分析。催化剂用量根据条件改变, 并以乙醇酸的质量百分比计算。
1.3 样品分析
样品采用日本岛津公司UFLC液相色谱进行分析, 流动相为0.06%(体积分数)磷酸溶液与10%(体积分数)乙腈溶液按照体积比9∶ 1进样, 流速0.6 mL· min-1, 采样体积2 μ L。色谱柱为安捷伦Zorbax Eclipse C18柱(4.6 mm´ 250 mm´ 5 μ m), 柱温保持在35 ℃。采用光电二极管阵列检测器, 并于波长212 nm处分析样品含量。
利用标准品对乙醇酸与乙醇酸甲酯的出峰时间进行标定, 并依据对应峰面积计算乙醇酸转化率。
2 结果与讨论
2.1 反应温度
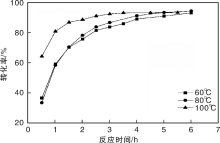
在催化剂用量为乙醇酸质量的5%、醇酸物质的量比8∶ 1和搅拌的条件下, 考察反应温度对乙醇酸转化率的影响, 结果见图1。
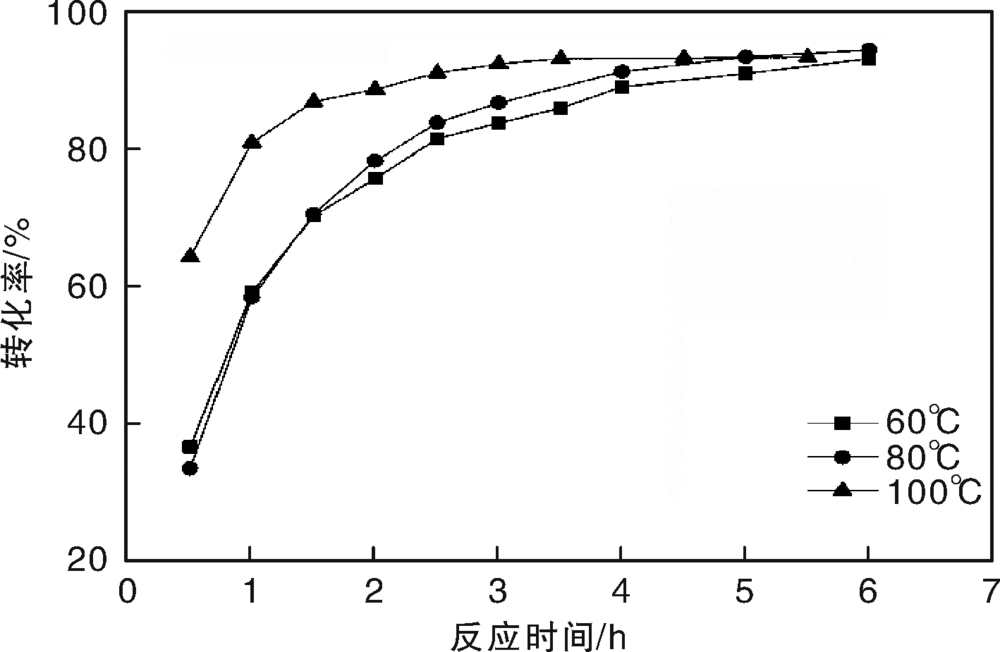 | 图1 反应温度对乙醇酸转化率的影响Figure 1 Influence of reaction temperature on the conversion rate of glycolic acid |
由图1可以看出, 在不同温度下, 随着反应时间的增加, 最终乙醇酸转化率稳定约在93.9%。这是因为乙醇酸的酯化反应与乙醇酸甲酯的水解反应为可逆反应[7], 在选择的3个温度下, 乙醇酸酯化反应在足够时间内均能够达到平衡状态, 但反应温度的升高能够加快乙醇酸的酯化反应速率。反应温度100 ℃时, 乙醇酸转化率在0.5 h即可达到63.9%, 且约在3 h接近平衡状态, 反应时间继续延长, 转化率基本不变。而在反应温度60 ℃和80 ℃下, 反应达到平衡状态需要(5~6) h。Xu Z P等[8]在以离子交换树脂为催化剂的乙酸酯化过程中发现温度的升高也能够迅速增加乙酸的转化速率。值得注意的是, 在反应温度60 ℃和80 ℃下对应的乙醇酸转化率随时间的变化曲线较为接近, 表明在这两个温度下, 乙醇酸转化速率较为接近。综合考虑, 适宜的乙醇酸酯化温度为100 ℃。
2.2 醇酸物质的量比
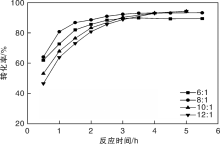
在催化剂用量为乙醇酸质量的5%、反应温度100 ℃和搅拌的条件下, 考察醇酸物质的量比对乙醇酸转化率的影响, 结果见图2。由图2可以看出, 适当增加甲醇的比例有利于提高乙醇酸转化率, 但当醇酸物质的量比大于8∶ 1时, 继续增加甲醇的量对最终乙醇酸转化率的影响较小, 只有略微提升。这主要是因为乙醇酸酯化制乙醇酸甲酯与乙醇酸甲酯水解制乙醇酸是可逆反应, 在此条件下达到化学平衡后, 转化率受醇酸比的影响较小。另一方面, 当甲醇量过多时还会导致乙醇酸转化速率降低。这可能是因为甲醇的比例增加反而导致催化剂浓度的相对降低, 从而导致催化剂活性的相对降低。李巧玲[9]在研究乙酸酯化合成乙酸甲酯时也发现甲醇过多时会导致乙酸转化速率降低。此外, 甲醇用量过大还会导致最终产品的回收成本增加。因此, 适宜的醇酸物质的量比为8∶ 1。
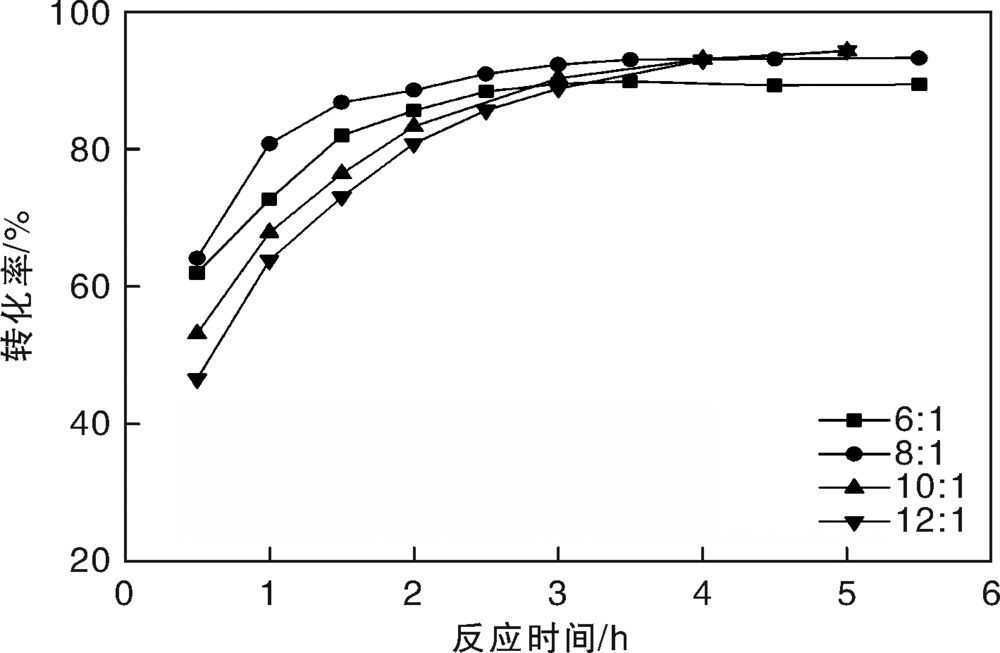 | 图2 醇酸物质的量比对乙醇酸转化率的影响Figure 2 Influence of alcohol-acid mole ratio on the conversion rate of glycolic acid |
2.3 催化剂用量
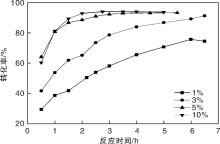
在醇酸物质的量比8∶ 1、反应温度100 ℃和搅拌的条件下, 考察催化剂用量对乙醇酸转化率的影响, 结果见图3。
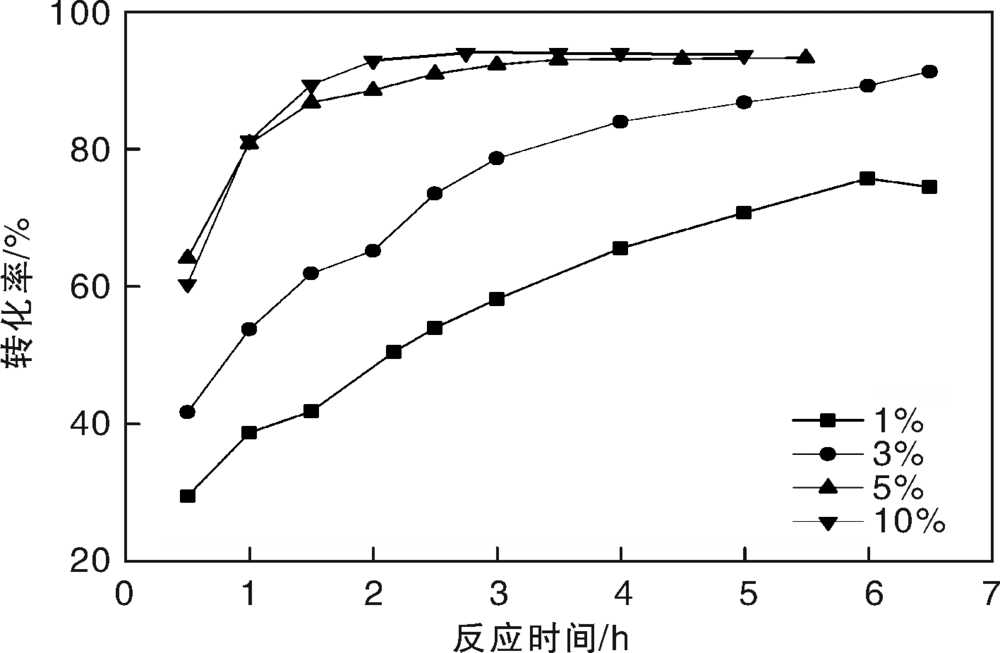 | 图3 催化剂用量对乙醇酸转化率的影响Figure 3 Influence of catalyst loading on the conversion rate of glycolic acid |
从图3可以看出, 催化剂用量对乙醇酸转化率的影响较大, 催化剂用量在1%~5%时, 乙醇酸转化率随催化剂用量的增加而增加。进一步增加催化剂用量, 乙醇酸最终转化率基本不变, 达到约93%, 这主要是因为乙醇酸的酯化受化学平衡的限制。此外, 催化剂用量增大时, 还会加快乙醇酸的转化速率, 但催化剂用量增加超过5%后, 乙醇酸转化速率增加并不明显, 说明此时催化剂所提供的活性中心数量已经足够用于反应。综合考虑, 适宜的催化剂用量为乙醇酸质量的5%。
2.4 搅 拌
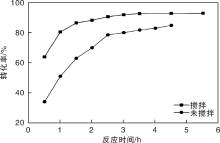
在醇酸物质的量比8∶ 1、反应温度100 ℃和催化剂用量为乙醇酸质量的5%的条件下, 考察外在的搅拌对乙醇酸酯化反应的影响, 结果见图4。
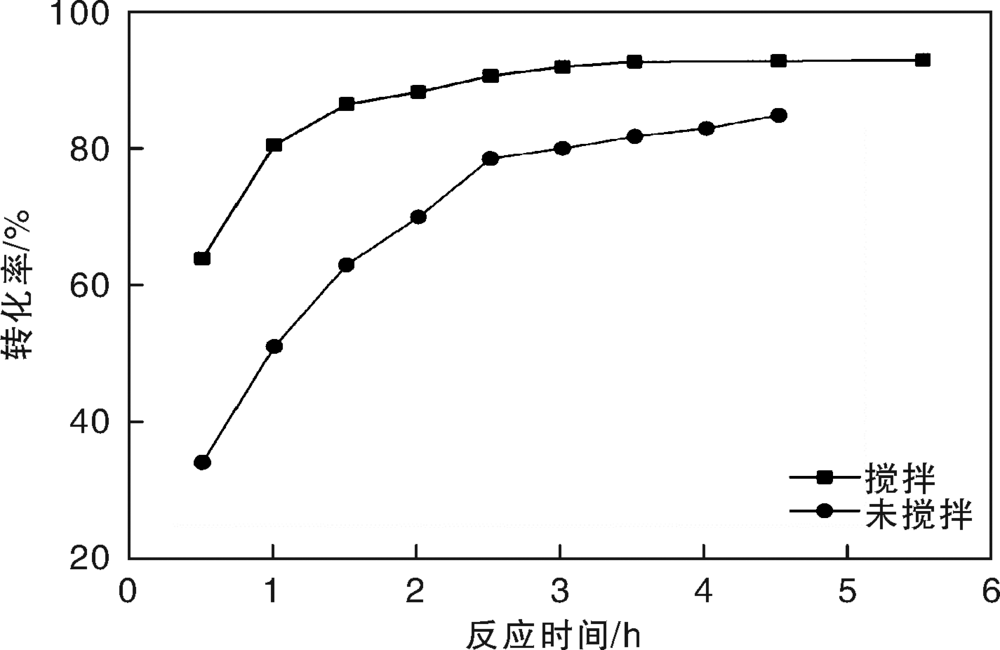 | 图4 是否搅拌对乙醇酸转化率的影响Figure 4 Influence of stirring on the conversion rate of glycolic acid |
从图4可以看出, 在搅拌条件下, 乙醇酸转化速率明显高于未搅拌条件下的乙醇酸转化速率。随着反应时间的延长, 最终的乙醇酸转化率相差较小。在搅拌条件下, 反应时间达到3 h后, 乙醇酸转化率基本不变, 说明反应已经接近平衡状态。综合考虑, 在搅拌条件下, 最佳的反应时间为3 h。
3 结 论
以强酸性离子交换树脂为催化剂, 进行了乙醇酸酯化制备乙醇酸甲酯的试验研究, 考察了反应温度、醇酸物质的量比、催化剂用量及是否搅拌等因素对乙醇酸转化率与反应速率的影响。结果表明, 最佳工况为反应温度100 ℃, 醇酸物质的量比8∶ 1, 催化剂用量为乙醇酸质量的5%, 搅拌下反应3 h, 在此条件下, 乙醇酸转化率达到93%以上。
The authors have declared that no competing interests exist.
参考文献
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|