{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
草酸酯加氢制乙二醇工业侧线试验
引用本文
李丰, 闫捷, 宋军超, 魏灵朝, 蒋元力. 草酸酯加氢制乙二醇工业侧线试验[J]. 工业催化, 2018,26(6): 77-79.
Li Feng, Yan Jie, Song Junchao, Wei Lingchao, Jiang Yuanli. Industrial side-stream test of oxalate hydrogenation to glycol[J]. Industrial Catalysis, 2018,26(6): 77-79.
DOI:10.3969/j.issn.1008-1143.2018.06.016
Li Feng, Yan Jie, Song Junchao, Wei Lingchao, Jiang Yuanli. Industrial side-stream test of oxalate hydrogenation to glycol[J]. Industrial Catalysis, 2018,26(6): 77-79.
Permissions
Copyright©2018, 《工业催化》编辑部
《工业催化》编辑部 所有
草酸酯加氢制乙二醇工业侧线试验
作者简介:李 丰,1981年生,男,高级工程师。
摘要
采用自主研发的铜硅催化剂EG-805进行草酸酯加氢制乙二醇工业侧线试验。在空速0.5 h-1和氢气与草酸酯质量比120条件下,热点温度(178~180) ℃,低于工业催化剂热点温度约15 ℃,草酸二甲酯转化率100%,乙二醇选择性96.0%~97.8%。该催化剂累计运行1 118 h,满负荷连续稳定运行1 006 h,运行期间热点无明显位移,稳定性良好。
关键词:
精细化学工程; 草酸酯加氢; 乙二醇; 工业侧线; 铜硅催化剂; 稳定性
中图分类号:TQ426.94;TQ223.16+2
文献标志码:A
文章编号:1008-1143(2018)06-0077-03
Industrial side-stream test of oxalate hydrogenation to glycol
Abstract
Industrial side-stream experiment was carried out over self-developed copper-silicon catalyst EG-805.When liquid velocity was 0.5 h-1 and hydrogen ester mass ratio was 120,hot spot temperature was (178~180) ℃ which was lower than that of industrial catalyst more than 15 ℃,dimethyl oxalate conversion was 100%,selectivity of ethyl glycol was 96.0%~97.8%.The catalyst had been running for 1 118 h, 1 006 h at full load.Hot spot shift was little.EG-805 catalyst posed good stability.
Keyword:
fine chemical engineering; hydrogenation of oxalate; ethylene glycol; industrial side line; copper silicon catalyst; stability
乙二醇是重要的有机化工原料, 主要用于制造聚酯、炸药、乙二醛、防冻液、增塑剂和溶剂等[1]。2016年中国乙二醇产能9 300 kt, 产量5 060 kt, 进口量7 530 kt, 表观消费量12 590 kt, 对外依存度59.8%。相对较低的成本和日益提高的环保需求使煤制乙二醇成为研究热点[2]。
随着煤制乙二醇产业化的逐步推进, 草酸酯加氢催化剂稳定性成为煤制乙二醇技术工程化放大的瓶颈[3]。草酸酯加氢制乙二醇催化剂“ 易粉化, 长周期运行稳定性差” 成为产业化亟待解决的问题之一[3, 4, 5]。
本文通过草酸酯加氢制乙二醇催化剂工业侧线试验, 考察自主研发EG-805催化剂的工业适应性, 研究工业原料的耐受性、放大反应器的热效应及工业装置的不稳定工况等因素的影响。
1 试验部分
1.1 工业侧线试验
试验采用两并两串工艺, 反应器采用蒸汽夹套移热及汽包控温。一套反应器(R201A、R201B串联)装填工业催化剂, 另一套反应器(R201C、R201D串联)装填自主研发催化剂, 通过对比试验, 验证EG-805催化剂性能。
1.2 催化剂性能评价
单根反应器催化剂装填量15.8 L, 床层高度7 800 mm, 反应器下部装填惰性瓷球, 高度至夹套下部, 然后逐层装填催化剂, 采用探杆测量催化剂高度, 各层应尽可能均匀密实, 防止瓷球和催化剂在列管内架桥。催化剂装填完毕, 经2.5 MPa氮气气密试验, 纯氢气置换后, 程序升温至220 ℃, 恒温20 h, 还原催化剂, 还原结束后降温至185 ℃, 液位控制75%~85%。草酸酯加热器和草酸二甲酯管路蒸汽伴热开始投用, 达到要求后, 打开乙二醇界区内DMO阀门, 控制DMO进液反应。
R201C反应器反应压力(2.4~2.5) MPa, 反应温度(180~190) ℃, 氢气流量171 m3· h-1, 液空速(0.5~0.6) h-1; R201D反应器反应压力(2.2~2.3) MPa, 反应温度(170~190) ℃, 氢气流量
气相产物与液相产物均采用安捷伦7890气相色谱分析, 面积归一法进行数据处理。采用瑞士万通870型水分测定仪分析产品水分。
2 结果与讨论
2.1 还原曲线
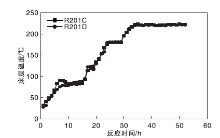
图1为EG-805催化剂的还原曲线。由图1可知, 升温还原过程平稳可控, 床层温度未出现大起大落。催化剂还原过程中, 存在两个操作难点:(1)反应器夹套投用1.7 MPa蒸气; (2) 夹套蒸气从1.7 MPa切换至3.8 MPa蒸气。通过夹套蒸气压力控制及操作协调使反应器控温平稳。
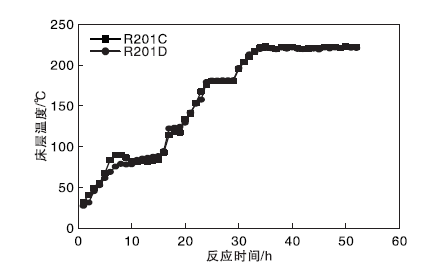 | 图1 EG-805催化剂的还原曲线Figure 1 Reduction curve of EG-805 catalyst |
2.2 催化剂稳定性
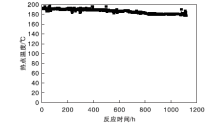
EG-805催化剂热点温度变化如图2所示。由图2可知, 催化剂床层热点初始温度(191~192) ℃。随着反应的进行, 草酸酯过加氢严重, 降低床层温度, 热点温度为(179~180) ℃。
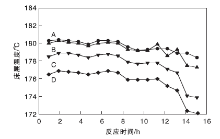
R201C反应器床层由上至下平均分布4个温度测试点, 依次标记为A、B、C、D, 床层温度如图3所示, 由图3可知, 床层最高温度与床层平均温度相差不超过8 ℃, 最高点温度位于反应器最上部, 反应进行1 100 h, 热点温度无明显下移。
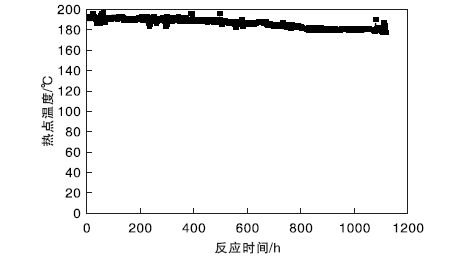 | 图2 EG-805催化剂热点温度变化Figure 2 Hot spottemperature change curve of EG-805catalyst. |
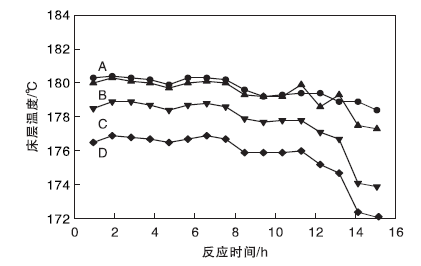 | 图3 R201C床层温度径向分布Figure 3 Radial temperature distribution of R201C bed |
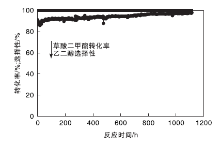
在反应温度180 ℃、反应压力2.4 MPa和氢酯质量比120条件下, 考察EG-805催化剂上草酸酯加氢制乙二醇稳定性, 结果如图4所示。
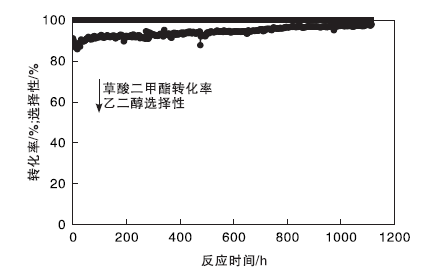 | 图4 EG-805催化剂上草酸二甲酯转化率与乙二醇选择性Figure 4 Dimethyl oxalate conversion and glycol selective over EG-805 catlyst |
由图4可知, 草酸二甲酯转化率100%, 乙二醇选择性96.0%~97.8%, 表明EG-805催化剂催化草酸酯加氢制乙二醇具有较好的催化效果, 且稳定性良好。
EG-805催化剂侧线试验中途主动停车1次, 二次开车稳定运行, 催化剂累计运行1 118 h, 满负荷连续稳定运行1 006 h。
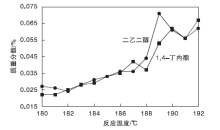
2.3 1, 4-丁内酯及二乙二醇含量随温度变化曲线
EG-805催化剂上反应温度对1, 4-丁内酯及二乙二酯含量的影响如图5所示。由图5可知, 反应温度180 ℃, 1, 4-丁内酯质量分数约0.02%, 二乙二醇质量分数0.03%, 反应温度上升10 ℃, 1, 4-丁内酯含量及二乙二醇含量明显上升, 产物中1, 4-丁内酯的存在导致乙二醇分离困难, 对产品精馏造成不利, 较低的反应温度对产物分离有利。
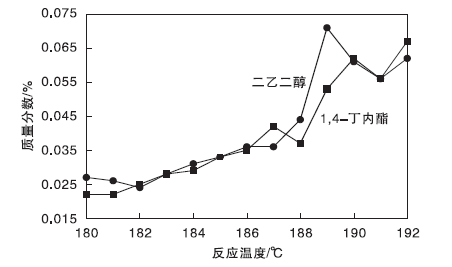 | 图5 反应温度对1, 4-丁内酯及二乙二醇含量的影响Figure 5 Effect of rection temperature on content of 1, 4-butyrolactone and diethylene glycol |
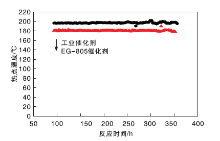
2.4 与工业催化剂的性能对比
在液空速0.5 h-1、反应压力2.4 MPa和氢酯质量比120条件下, 工业催化剂和EG-805催化剂床层温度如图6所示。
 | 图6 EG-805与工业催化剂床层温度对比Figure 6 Operating temperature comparison of EG-805 and industrial catalyst |
由图6可知, EG-805催化剂热点温度(178~180) ℃, 工业催化剂热点温度(196~197) ℃, 自主催化剂热点温度比工业催化剂低约15 ℃。热点温度降低, 表明催化剂性能较好, 节省工业运行能耗, 为反应后期温度调整保留了更宽的操作区间。
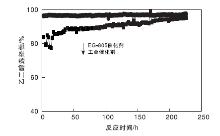
EG-805催化剂与工业催化剂产物选择性如图7所示。由图7可知, EG-805催化剂上乙二醇最优选择性96.0%~97.8%, 工业催化剂上乙二醇最优选择性94.2%~95.1%。
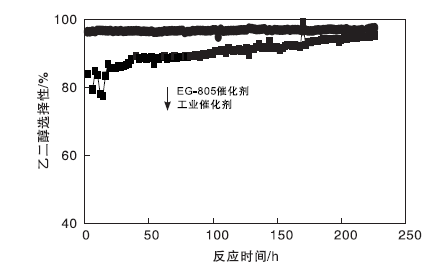 | 图7 EG-805与工业催化剂产物选择性对比Figure 7 Selectivity comparison of EG-805 and industrial catalyst |
3 结 论
(1) EG-805催化剂比工业催化剂热点温度低约15 ℃, 草酸二甲酯转化率100%, 乙二醇选择性96.0%~97.8%, 反应温度和操作压力区域更宽, 乙二醇选择性更高, 副产物更少。
(2) 催化剂EG-805累计运行1 118 h, 满负荷连续稳定运行1 006 h, 草酸二甲酯转化率100%, 乙二醇选择性96.0%以上, 运行期间热点无明显位移, 催化剂稳定性良好。
The authors have declared that no competing interests exist.
参考文献
| [1] |
|
| [2] |
|
| 3 |
|
| [3] |
|
| [4] |
|
| [5] |
|