



{kind=link}
{kind=link}
{kind=link}
{kind=link}
季戊四醇四异辛酸酯脱酸精制
引用本文
李晨佳, 张永泽, 史立杰, 冯璐瑶. 季戊四醇四异辛酸酯脱酸精制[J]. 工业催化, 2018,26(7): 72-77.
Li Chenjia, Zhang Yongze, Shi Lijie, Feng Luyao. Deacidification of pentaerythritol tetra(2-ethylhexoate)[J]. Industrial Catalysis, 2018,26(7): 72-77.
DOI:10.3969/j.issn.1008-1143.2018.07.014
Li Chenjia, Zhang Yongze, Shi Lijie, Feng Luyao. Deacidification of pentaerythritol tetra(2-ethylhexoate)[J]. Industrial Catalysis, 2018,26(7): 72-77.
Permissions
Copyright©2018, 《工业催化》编辑部
《工业催化》编辑部 所有
季戊四醇四异辛酸酯脱酸精制
作者简介:李晨佳,1982年生,男,河北省保定市人,硕士,工程师,主要从事煤化工相关催化剂和工艺研究。
摘要
以季戊四醇四异辛酸酯粗酯产物为原料,采用分子蒸馏与N2气提脱酸相结合的方法,对合成的粗酯产品进行精制处理,结果表明,精制脱酸效果远优于传统碱洗脱酸精制法。经过三级分子蒸馏处理后,粗酯产品酸值可由初始酸值12.01 mg-KOH·g-1降至0.085 mg-KOH·g-1,脱酸率达99.3%;再经N2气提脱酸处理后,产品酸值小于0.050 mg-KOH·g-1。红外分析与物化性能测试结果表明,得到的酯类产品基本满足各项指标要求。
关键词:
精细化学工程; 季戊四醇四异辛酸酯; 脱酸精制; 分子蒸馏; N2气提
中图分类号:TQ414.3;O623.42
文献标志码:A
文章编号:1008-1143(2018)07-0072-06
Deacidification of pentaerythritol tetra(2-ethylhexoate)
Abstract
Deacidification of pentaerythritol tetra(2-ethylhexoate) crude ester product was proposed by combination of molecular distillation and N2stripping deacidification.Results showed that deacidification effects were much better than that of conventional alkaline eluting method.By three-stage molecular distillation deacidification treatment,acid value of synthetic crude ester could reduce from initial 12.01 mg-KOH·g-1 to 0.085 mg-KOH·g-1,deacidification rate was 99.3%.Final acid value of the ester product could be reduced to less than 0.050 mg-KOH·g-1after N2stripping deacidification treatment.Results of infrared analysis and physical and chemical tests showed that the products obtained in this paper basically met the requirements of various indexes.
Keyword:
fine chemical engineering; pentaerythritol tetra(2-ethylhexoate); deacidification; mecular distillation; nitrogen stripping
季戊四醇酯是应用广泛的酯类合成润滑油基础油产品。由于酯化得到的粗酯产物中含有未反应酸、醇及反应不完全的半酯, 这些杂质影响润滑油基础油的低温性能、热氧化安定性能及其腐蚀性能[1]。粗酯产物的传统精制方法为碱洗脱酸精制法, 采用浓度为5%~10%的碱水溶液对酯化产物进行中和洗涤, 以实现酯化产物中游离脂肪酸与酸性催化剂等杂质的脱除, 虽然脱酸效果较好, 但由于碱金属离子的引入, 可能会导致最终产品的灰分增加, 进而使其电绝缘性能下降; 并且在传统精制过程中, 酯化产物易发生乳化, 酯收率通常只有60%~70%, 同时产生大量废碱液。
分子蒸馏是一种特殊的液液分离技术[2, 3], 其分离效果与被蒸馏分离混合物分子量大小有关, 可在远离沸点条件下实现分离操作[4]。由于设备操作压力低, 使被分离混合物在较低温度下实现分离而不破坏分子结构, 因此分子蒸馏技术非常适合于常压沸点较高的热敏性物质的分离[5, 6, 7]。近年来, 分子蒸馏技术发展迅速, 已在精细石油化工行业得到较广泛应用[8, 9, 10, 11]。Yu J等[12]利用分子蒸馏技术对十二烷酸进行提纯, 最终得到纯度为99.22%的十二烷酸产品。Martinello M等[13]采用多级分子蒸馏技术对葡萄籽油进行精制研究, 对维生素E进行有效回收。Xiong Y等[14]在蒸馏温度50 ℃、绝对压力3 kPa和进料量0.75 mL· min-1实验条件下, 对甜橙油进行分子蒸馏实验, 达到很好的处理效果。Chen F等[15]在二十烷醇和三十烷醇分离实验中, 考察了蒸馏温度和绝对压力对轻、重组分收率的影响。王宝刚[16]利用分子蒸馏技术对蚕蛹油进行脱酸, 最终使蚕蛹油酸值由原有的30 mg-KOH· g-1降至2 mg-KOH· g-1。本文采用分子蒸馏与N2气提相结合的方法进行季戊四醇酯粗酯产物的精制提纯, 保证脱酸精制处理后的季戊四醇酯产品各项指标能够满足使用要求。
1 实验部分
1.1 原料、仪器及设备
实验原料为自制季戊四醇四异辛酸酯粗酯产物, 由季戊四醇与异辛酸在对甲苯磺酸催化剂作用下酯化得到, 其中, 原材料季戊四醇、异辛酸和对甲苯磺酸均为分析纯, 国药试剂有限公司; 高纯N2。
1725-X傅里叶红外光谱仪; ZDJ-4A自动电位测定仪; BSY-179C多功能低温测定仪; 自动黏度仪; 自动闪点测试仪。
采用全加热全齿轮泵刮膜式分子蒸馏装置, 蒸发器内径70 mm, 蒸发面积0.05 m2, 冷凝器面积0.085 m2, 可在(0.1~2.0) kg· h-1调节进料量。
1.2 技术方案
拟采用两步脱酸工艺进行季戊四醇四异辛酸酯脱酸精制处理, 首先采用三级分子蒸馏技术对酯类样品中大部分酸性物质及色素杂质进行脱除, 其次采用N2气提法脱除微量残余酸性杂质, 确保精制后产品能够满足使用要求。三级分子蒸馏精制脱酸实验方案如图1所示。
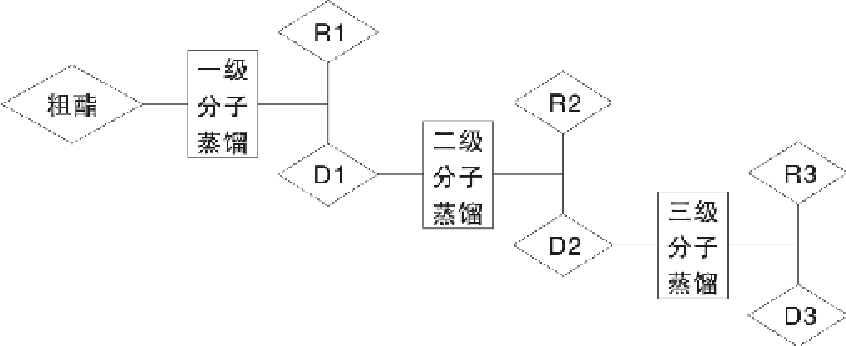 | 图1 粗酯样品的分子蒸馏精制工艺流程Figure 1 Molecular distillation flowsheet of crude ester |
N2气提法是将装有一定量酯类样品的样品管放置在恒温油浴中, 一定量N2通入样品管底部, 根据相平衡原理, 液相中酸性组分在N2气提作用下不断被带出, 在不引入外界杂质情况下降低酯类样品酸值。
2 结果与讨论
2.1 分子蒸馏
采用自动电位滴定法测得季戊四醇四异辛酸酯粗酯样品的初始酸值为12.01 mg-KOH· g-1。设定分子蒸馏设备初始操作条件:进料温度30 ℃, 分子蒸馏装置冷却液温度30 ℃, 刮板转速390 r· min-1。在进料量0.37 kg· h-1条件下, 进行第一级分子蒸馏实验, 结果见表1。
| 表1 第一级分子蒸馏精制实验结果 Table 1 Refined deacidification results of the first stage molecular distillation |
由表1可以看出, 在冷却液温度30 ℃条件下, 经第一级分子蒸馏处理的粗酯样品酸值呈先降低后升高的趋势。冷却液温度15 ℃时, 粗酯样品脱酸效果显著, 蒸发器加热温度从170 ℃升至180 ℃过程中, 与冷却液温度30 ℃条件下的粗酯样品酸值相比, 粗酯样品酸值约降低一倍; 为了保证酯类产品的最终收率较高, 同时也为第二级分子蒸馏实验预留一定的脱酸空间, 故选择蒸发器加热温度为170 ℃。
以第一级分子蒸馏产物D1为原料, 在进料流量0.5 kg· h-1、绝对压力5.5 Pa及蒸发器加热温度分别为170 ℃、175 ℃和180 ℃条件下, 进行第二级分子蒸馏实验, 结果见表2。
| 表2 第二级分子蒸馏精制实验结果 Table 2 Refined deacidification results of the second stage molecular distillation |
由表2可知, 酸值随蒸发器加热温度的升高而降低, 但降低幅度不大。第二级分子蒸馏的适宜操作条件为:进料量0.5 kg· h-1, 蒸发器加热温度170 ℃, 绝对压力5.5 Pa, 此条件下, 重组分D2收率为94.13%, 酸值为0.083 mg-KOH· g-1。
以第二级分子蒸馏实验得到的重组分D2为原料, 进行第三级分子蒸馏实验, 进料流量为0.5 kg· h-1, 结果见表3。
| 表3 第三级分子蒸馏精制实验结果 Table 3 Refined deacidification results of the third stage molecular distillation |
由表3可知, 第三级分子蒸馏实验的适宜操作条件为:进料流量0.5 kg· h-1, 蒸发器加热温度195 ℃, 冷却液温度15 ℃, 绝对压力0.52 Pa, 此条件下, 得到的季戊四醇四异辛酸酯产品无色透明, 产品收率为96.07%。
粗酯样品的分子蒸馏脱酸精制是以初始酸值为12.01 mg-KOH· g-1的粗酯样品为原料, 经过三级分子蒸馏脱酸脱色处理后, 可得到无色透明的酯类液体产品, 其酸值为0.085 mg-KOH· g-1, 脱酸率为99.3%, 且通过三级分子蒸馏的单级收率计算得到的酯类产品的最终精制收率为81.70%, 远优于传统碱洗脱酸精制处理效果。
2.2 N2气提脱酸
分子蒸馏对粗酯样品进行脱酸脱色精制处理后, 仍未达到酯类产品酸值不大于0.050 mg-KOH· g-1的指标要求。采用N2气提方式对酯类产品进行微量酸脱除。
2.2.1 气提温度
由于酯类产物黏度较高, 气提温度是影响酯类产物气提脱酸效果的一个主要因素。将40 g经分子蒸馏处理后的酯类样品加入直径为25 mm样品管中, 设定气提N2流量为40 mL· min-1, 气提时间1 h, 考察气提温度对酯类样品脱酸效果的影响, 结果如图2所示。由图2可知, 在相同N2流量及气提时间条件下, 气提温度越高, 酯类样品酸值越小; 但随着气提温度的升高, 酯类样品酸值的降幅逐步减小。气提温度超过190 ℃, 酯类样品颜色由无色变为淡黄色, 表明酯类样品中微量物质被氧化, 进而增大了酯类样品色度。因此, 较适宜气提温度为180 ℃, 此条件下, 气提处理后酯类样品酸值为0.034 mg-KOH· g-1。
 | 图2 气提温度对酯类样品脱酸效果的影响Figure 2 Effect of temperature on deacidification of ester sample by gas stripping |
2.2.2 气提N2流量
将40 g酯类样品加入直径为25 mm样品管中, 假定N2气提面积可近似等同于试管内截面积, 即A=4.906× 10-4m2, 在气提温度180 ℃条件下, 考察气提N2流量对酯类样品酸值的影响, 结果如图3所示。从图3可以看出, 气提N2流量为0时, 随着气提时间的延长, 酯类样品的酸值基本不变; 气提N2流量为30 mL· min-1、40 mL· min-1、50 mL· min-1和60 mL· min-1时, 气提N2流速分别为3.67 m· s-1、4.89 m· s-1、6.11 m· s-1和7.34 m· s-1, 随着气提时间的延长, 酯类样品酸值不断降低。综合考量气提N2流量及气体脱酸效率可知, 较适宜的N2气提脱酸条件为:气提温度180 ℃, 气提N2流量6.11 m· s-1, 气提时间不低于28 min, 此条件下, 可将酯类样品酸值由原有的0.085 mg-KOH· g-1降至小于0.050 mg-KOH· g-1。
 | 图3 N2流量对酯类样品酸值的影响Figure 3 Effect of N2flow rate on acid value of ester sample |
3 合成酯类产品的物化性能
3.1 FT-IR
采用FT-IR对所得精制产品与市售产品进行对比分析, 结果如图4所示。从图4可以看出, 精制酯类产品的— C=O特征吸收峰非常显著, 几乎看不到— OH特征吸收峰, 也未见— COOH特征吸收峰, 表明酯类精制产品为季戊四醇油酸酯。据相关文献[17]可知, 在3 460 cm-1处的峰可能为— C=O伸缩振动的倍频吸收峰, 在精制和市售酯类产品的相应位置均能见到。本文精制酯类产品具有较高纯度。
 | 图4 精制和市售酯类产品的FT-IR谱图Figure 4 FT-IR spectra of refined ester and commercial ester |
4 结 论
(1) 确定了利用分子蒸馏技术对季戊四醇四异辛酸酯粗酯样品进行脱酸脱色精制的适宜实验条件, 在适宜条件下, 粗酯样品酸值由12.01 mg-KOH· g-1降至0.085 mg-KOH· g-1, 脱酸率高达99.3%。
(2) 采用N2气提脱酸的方法, 对经分子蒸馏处理后的酯类样品进行深度脱酸处理。当气提N2流量6.11 m· s-1和气提时间不低于28 min时, 可将酯类样品酸值降至小于0.050 mg-KOH· g-1。
(3) 形成了以分子蒸馏结合N2气提脱酸对粗酯样品进行精制处理的技术, 对精制酯类产品进行红外光谱分析及物化性能测试, 本文所得季戊四醇酯产品基本满足相关性能指标要求。
The authors have declared that no competing interests exist.
参考文献
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|
| [12] |
|
| [13] |
|
| [14] |
|
| [15] |
|
| [16] |
|
| [17] |
|