{kind=link}
{kind=link}
{kind=link}
C6馏分选择性加氢催化剂在苯抽提预处理单元的工业应用
引用本文
张守运. C6馏分选择性加氢催化剂在苯抽提预处理单元的工业应用 [J]. 工业催化, 2018,26(9): 61-63.
Zhang Shouyun. Industrial application of C6 fraction selective hydrogenation catalyst in benzene extraction pretreatment unit [J]. Industrial Catalysis, 2018,26(9): 61-63.
DOI:10.3969/j.issn.1008-1143.2018.09.012
Zhang Shouyun. Industrial application of C6 fraction selective hydrogenation catalyst in benzene extraction pretreatment unit [J]. Industrial Catalysis, 2018,26(9): 61-63.
Permissions
Copyright©2018, 《工业催化》编辑部
《工业催化》编辑部 所有
C6馏分选择性加氢催化剂在苯抽提预处理单元的工业应用
作者简介:张守运,工程师,主要从事石油炼制工艺管理工作。
摘要
介绍中国石化抚顺石油化工研究院开发的C6馏分选择性加氢催化剂在550 kt·a-1苯抽提蒸馏装置原料预处理C6馏分选择性加氢单元的工业应用。结果表明,C6馏分选择性加氢脱烯烃工艺替代传统白土精制工艺,C6馏分原料溴指数为(7 500~12 000) mg-Br·(100g)-1,在反应器入口温度130 ℃、入口压力1.8 MPa、氢油体积比250:1~280:1和空速2.5 h-1条件下,反应产物溴指数小于5 mg-Br·(100g)-1,且芳烃损失接近于0,达到国内同类装置先进水平。
关键词:
石油化学工程; C6馏分选择性加氢催化剂; 溴指数; 芳烃损失
中图分类号:TE624.9+3;TQ426.95
Industrial application of C6 fraction selective hydrogenation catalyst in benzene extraction pretreatment unit
Abstract
Industrial application of selective hydrogenation catalyst developed by Fushun Research Institute of Petroleum and Petrochemicals for C6 fraction in benzene extraction pretreatment unit of 550 kt·a-1 was introduced.The result showed that when selective hydrogenation process of C6 replaced traditional clay refinement process and under operation conditions of reactor inlet temperature of 130 ℃,inlet pressure of 1.8 MPa,H/HC volume ratio of 250:1-280:1,and space velocity of 2.5 h-1,bromine index of C6 fraction was (7 500-12 000 ) mg-Br·(100g)-1,reaction product bromine index kept below 5 mg-Br·(100g)-1,and loss of aromatics was close to 0,the index could meet advanced level of similar devices.
Keyword:
petrochemical engineering; C6fraction selective hydrogenation catalyst; bromine index; aromatic loss
中国石油云南石化有限公司550 kt· a-1苯抽提蒸馏装置由中国石化洛阳工程有限公司设计, 原料预处理单元采用中国石化抚顺石油化工研究院开发的选择性加氢专利技术替代传统白土精制工艺, 对重整生成油C6馏分进行选择性加氢脱烯烃, 以生产合格的苯抽提原料。该装置优点有:(1) 反应条件控制缓和, 操作参数调整容易; (2) 催化剂选择性加氢脱烯烃性能好, 且催化剂使用寿命长; (3) 经过选择性加氢脱烯烃精制工艺, 有效控制原料芳烃损失, 提高装置运行的经济效益; (4) 相对白土脱烯烃精制工艺频繁更换白土, 此工艺催化剂进行回收, 避免废渣排放, 减少环境污染; (5) 利用连续重整装置提供的重整氢气一次通过, 不设压缩机, 流程简单。
本文介绍中国石化抚顺石油化工研究院开发的C6馏分选择性加氢催化剂在550 kt· a-1笨抽提蒸馏装置原料预处理C6馏分选择性加氢单元的工业应用。
1 工艺流程
中国石油云南石化有限公司550 kt· a-1苯抽提蒸馏装置原料预处理单元工艺流程如图1所示。
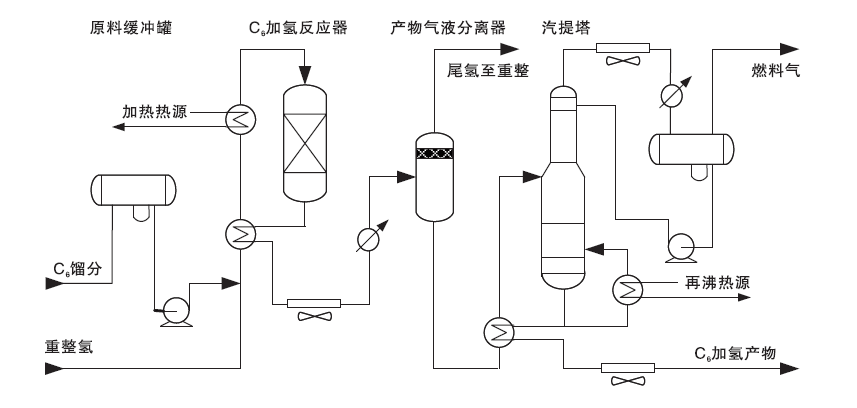 | 图1 苯抽提蒸馏装置原料预处理单元工艺流程Figure 1 Process diagram of C6 fraction selective hydrogenation in benzene extraction pretreatment unit |
2 催化剂物化性质
C6馏分选择性加氢催化剂(氧化态)以γ -Al2O3为载体, 贵金属Pt和Pd为活性组分, 其主要物化性质为:条型, 尺寸(1.4~1.6) mm× (2~8) mm, ω (Pd)≥ 0.18%, ω (Pt)≥ 0.08%, 比表面积≥ 170 m2· g-1, 孔容≥ 0.45 mL· g-1, 耐压强度≥ 90 N· cm-1, 堆积密度(0.70~0.80)g· mL-1, 装填堆积比0.66 g· mL-1。
3 工业应用
2017年8月, C6馏分选择性加氢催化剂在中国石油云南石化有限公司550 kt· a-1苯抽提蒸馏装置原料预处理单元进行工业应用。
3.1 催化剂装填
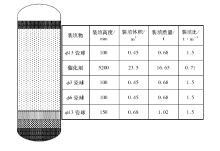
装填方式为自然装填, 共装填催化剂16.65 t, 催化剂装填见图2。
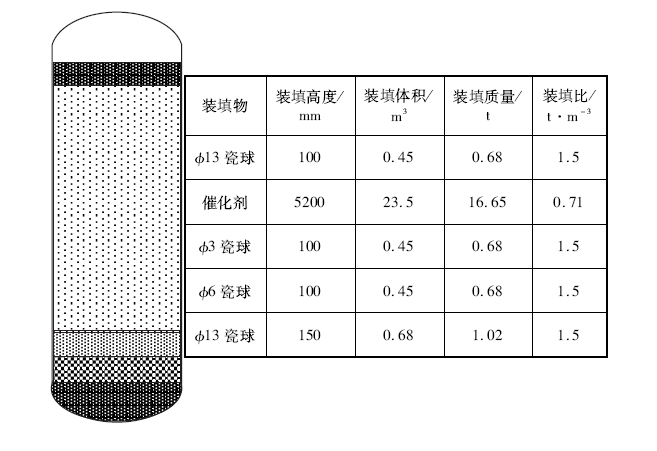 | 图2 催化剂装填示意图Figure 2 Catalyst loading diagram |
装填催化剂前, 对反应器内部进行清扫, 并认真检查安装反应器内构件; 对床层热电偶进行测试检查。装填过程逐步缩短催化剂输送软管, 确保催化剂自由落体高度不超过0.5 m; 床层每上升1 m, 进行一次耙平, 并测量空高计算装填密度, 控制催化剂下落速度以确保整个床层堆密度均匀。
3.2 催化剂还原与硫化
3.2.1 催化剂还原
选择性加氢催化剂活性组分为金属态Pt和Pd, 而C6馏分选择性加氢催化剂以氧化态形式提供, 因此, 在投料前需对催化剂进行还原。还原介质选用PSA提纯氢气, 纯度> 99.9%, 其CO含量< 0.5× 10-6, CO2含量< 0.61× 10-6。
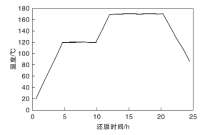
催化剂装填完毕, 装置引入氮气进行置换、气密, 后引入PSA氢气进行置换、再气密。系统氢气升压至1.8 MPa气密合格后, 开始建立氢气循环。氢气还原操作条件为:反应器入口压力1.0 MPa, 气剂体积比> 600: 1, 还原温度170 ℃。催化剂还原过程温度控制如图3所示。
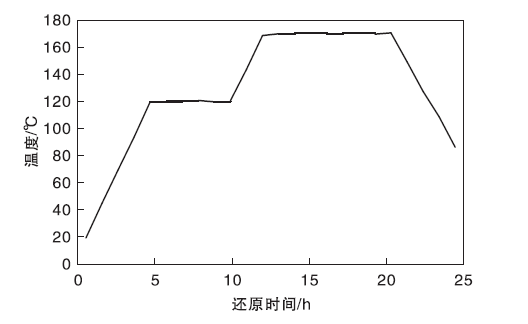 | 图3 催化剂还原过程温度控制Figure 3 Temperature control of catalyst reduction |
装置原计划催化剂还原工作结束后开始硫化与进料, 由于连续重整装置投料时间推迟, C6加氢反应器降温至< 100 ℃, 等待C6馏分原料。
3.2.2 催化剂硫化
根据要求, 装置投料前对C6馏分选择性加氢催化剂进行湿法预硫化, 硫化油选用6#植物抽提溶剂油。按照重整投料试车节点, 重整反应器投料后24 h, C6加氢反应器入口温度以(25~30) ℃· h-1升温速率向170 ℃升温, 接近170 ℃时, 准备催化剂硫化。预硫化工艺操作条件为:反应器入口温度170 ℃, 压力1.8 MPa(产物分离罐压力), 体积空速2 h-1, 氢油体积比400: 1~500: 1。本次催化剂硫化需注入硫化剂33.5 kg, 预计硫化时间2 h。硫化剂注入催化剂床层时反应床层开始出现温升, 20 min后出现最大温升16 ℃, 随后温升逐渐降低, 整个硫化过程床层温度控制平稳。催化剂硫化结束后, 检测尾气中的H2S浓度为12.5× 10-6, 逐步引入重整生成油C6馏分进行置换。
切换C6馏分后, 调整操作。根据原料中烯烃含量和加氢后产物质量指标要求, 将反应温度降至130 ℃运行, 反应器入口压力保持在1.8 MPa, 氢油体积比维持在250: 1~300: 1, C6馏分加氢结果见表1。从表1可以看出, C6馏分加氢后, 产物溴指数小于5 mg-Br· (100g)-1, 芳烃损失接近于0, 结果表明, C6加氢装置开工一次成功。
| 表1 C6馏分加氢结果 Table 1 Result of C6 fraction selective hydrogenation |
4 结 论
(1) C6馏分选择性加氢脱烯烃工艺替代传统白土精制工艺, 催化剂在较为缓和反应条件下, 生产出合格的苯抽提原料。
(2) C6馏分原料溴指数为(7 500~12 000) mg-Br· (100g)-1, 在反应器入口温度130 ℃、入口压力1.8 MPa、氢油体积比250: 1~280: 1和空速2.5 h-1条件下, 反应产物溴指数小于5 mg-Br· (100g)-1, 且芳烃损失接近于0, 达到国内同类装置先进水平。
The authors have declared that no competing interests exist.