
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
劣、重柴油加氢裂化多产石脑油兼产优质柴油催化剂的开发
[吴璇1 , 鲁旭1 , 王书芹1 , 张超群2 , 张妮娜2 , 赵秦峰1 , 葛少辉1, *  ]
]
]
|
|


作者简介:吴璇,1992年生,女,宁夏省银川市人,硕士,从事柴油加氢催化剂开发工作。
近年来随着消费柴汽比的逐年降低,柴油的加工转化备受关注,通过采用拟薄水铝石和分子筛作为催化剂载体,利用等体积浸渍法制备Ni-W加氢裂化催化剂,以劣质、重质柴油为原料,在100 mL加氢评价装置上进行反应活性评价,考察反应温度、反应压力和氢油体积比对催化剂加氢裂化活性的影响。结果表明,反应条件显著影响产品质量。以不同原料考察催化剂适应性,结果表明,在加工不同原料时,该催化剂具有良好的原料油适应性,可用于生产优质的重整原料以及优质柴油调和组分。
With the continuous decline in diesel consumption,diesel processing and transformation has attracted much attention.Ni-Wbimetallic hydrocracking catalysts were prepared by impregnation method using pseudo boehmite and zeolite as carriers.The prepared catalyst was tested in 100 mL hydrogenation reactor using inferior diesel as raw material.Effects of reaction temperature,reaction pressure and hydrogen/oil volume ratio on catalyst performance were investigated.It was found that the quality of naphtha and diesel products was highly sensitive to reaction conditions.Furthermore,the adaptability of the catalyst was testedby various inferiordiesel.The result indicated that the catalyst exhibitedgood adaptability for various feedstocks and could be used to produce high quality reforming feed and diesel blending components.
近年来, 随着我国消费柴汽比的逐渐降低, 柴油出路备受关注[1]。2016年, 中国聚乙烯自给率为55.7%[2], 随着新产能的释放, 预计到2025年, 中国聚乙烯自给率将达到70.6%, 产能预计增长至33.228 Mt· a-1[3]。在未来4年里, 中国依然是全球最大的聚乙烯进口国[4]。2016年, 尽管中国石脑油进口量猛增至6.65 Mt(同比增长80%), 但供应缺口仍维持在4.19 Mt· a-1[5]。因此, 化工原料短缺的问题将成为我国下游化工行业发展的主要制约因素之一。
中国石油石油化工研究院自主开发的“ 劣、重柴油加氢裂化多产石脑油兼产优质柴油” 技术, 对炼油二次加工装置多产化工原料、实现优化产品结构、炼油向化工业务转型具有重要意义。
本文考察反应温度、反应压力和氢油体积比对产品性质和分布的影响及催化剂在不同原料中的反应性能。
低温氮气物理吸附由美国麦克仪器公司 ASAP 2460物理吸附仪完成, 待测样品在350 ℃和真空条件下脱水脱气处理4 h, 之后在液氮温度下吸附测量, 由BET计算公式得到样品的比表面积, BJH法得到孔径分布。
高分辨透射电镜(HRTEM)采用日本JEM-2100LaB6型场发射透射电镜, 加速电压200 kV。
催化剂的XRD表征在日本理学公司SmartLab 3KW型X射线衍射仪上进行, CuKα , 工作电压40 kV, 工作电流30 mA, 扫描速率2° · min-1。
催化剂还原性表征在美国麦克仪器公司AutochemⅡ 2920型化学吸附仪上进行。
称取一定量分子筛和Al2O3, 按一定比例充分混合均匀, 量取适量酸性去离子水与上述混合粉充分混合均匀后, 挤条机上混捏并挤条成型, 再烘干和焙烧制得催化剂载体。根据所制备载体的吸水率和活性金属设计含量, 计算镍和钨前驱体质量。将镍和钨前驱体与去离子水按一定比例加入烧杯中, 磁力搅拌器上搅拌至澄清, 定容后待用。采用等体积浸渍法浸渍所制备的载体, 再经烘干和焙烧制得Ni-W加氢裂化催化剂。
采用100 mL加氢评价装置对催化剂进行评价。在不同反应温度、反应压力和氢油体积比条件下, 对Ni-W催化剂的加氢裂化能力进行评价。
Ni-W加氢裂化催化剂活性金属为Ni和W, 其物化性质:孔容0.27 mL· g-1, 最可几孔径3.8 nm, 比表面积334.1 m2· g-1, 堆积密度83.4 g· cm-3。Ni-W加氢裂化催化剂具有较大的比表面积, 有利于活性金属组分在催化剂表面的分散。
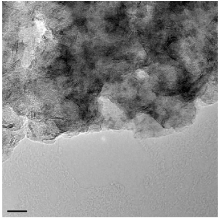
硫化态Ni-W型加氢裂化催化剂的HRTEM照片如图1所示。从图1可以观察到典型WS2层状结构均匀分散在载体表面[6]。
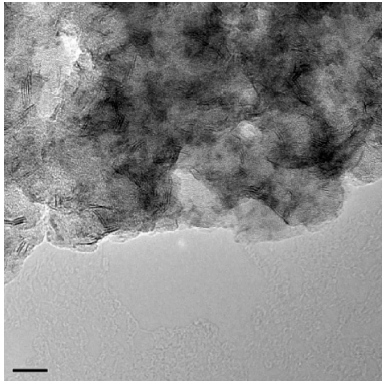 | 图1 催化剂的HRTEM照片Figure 1 HRTEM image of catalyst |
对照片中WS2片晶长度和堆积层数进行统计, 结果如图2所示。
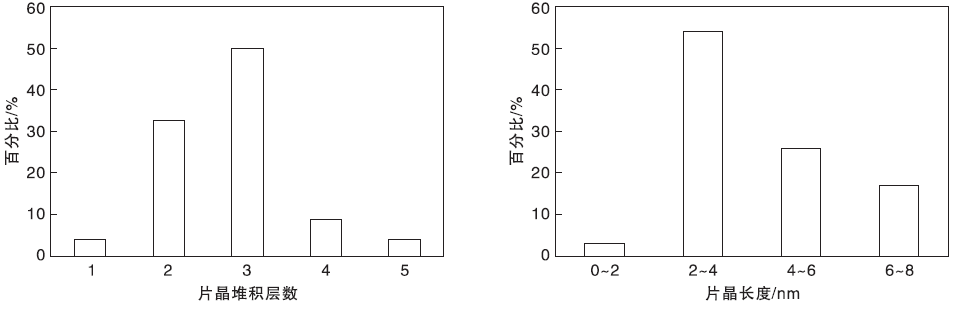 | 图2 催化剂的WS2片晶长度与堆积层数分布Figure 2 Slab length and stacking number of WS2 in catalyst |
从图2可以看出, 催化剂的WS2片晶长度集中于(2~4)nm, 堆积层数分布在(2~3)层。催化剂中小尺寸的WS2晶粒生成有利于增加活性中心的数量和提高催化剂活性。
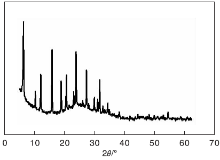
图3为Ni-W加氢裂化催化剂的XRD图。从图3可以看出, 催化剂在38.2° 和46.3° 出现明显的Al2O3特征衍射峰[7], 未出现Al2(WO4)3特征衍射峰, 表明W物种在载体表面分布均匀[8]。由于催化剂中Ni含量相对较低, 因此在催化剂中未出现NiO特征衍射峰。
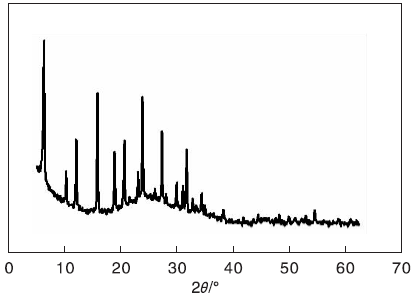 | 图3 催化剂的XRD图Figure 3 XRD pattern of catalyst |
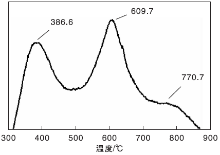
对Ni-W加氢裂化催化剂进行H2-TPR表征, 结果如图4所示。
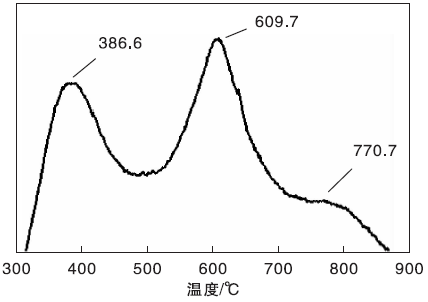 | 图4 催化剂的H2-TPR谱图Figure 4 H2-TPR curve of catalyst |
从图4可以看出, 386.6 ℃的低温氢气还原峰归属于NiO物种的信号, 高温区609.7 ℃的氢气还原峰为八面体配位的多核聚钨酸WO3, 此类W物种是形成高活性相“ Ni-W-S” 的前驱体。高温约770.7 ℃的还原峰归属于四配位的W物种, 此类W物种主要是高分散的单层WO3及与载体之间作用力更强的W物种, 四面体配位的W物种较难形成“ Ni-W-S” 高活性相[9]。
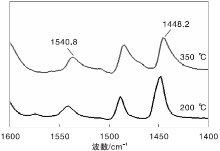
Ni-W加氢裂化催化剂Py-IR谱图见图5。从图5可以看出, 在1 448.2 cm-1处出现的特征吸收峰归属为L酸峰位, 在1 540.8 cm-1处出现的特征吸收峰归属为B酸峰位[10]。
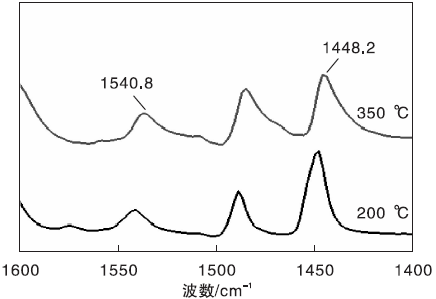 | 图5 催化剂的Py-IR谱图Figure 5 Py-IR curves of catalyst |
表1为催化剂吡啶红外B酸和L酸中心积分。由表1可见, 催化剂L酸中心占总酸量75.4%, 强酸中L酸中心占总酸量57.5%, 表明催化剂中B酸中心以强酸为主, L酸中心以弱酸为主。
| 表1 催化剂吡啶红外B酸和L酸中心积分 Table 1 Py-IR integration of B and L acid sites of the catalyst |
催化剂的柴油加氢裂化多产石脑油性能评价所用A、B、C和D四厂原料油性质如表2所示。由表2可以看出, 4种原料中芳烃质量分数15.00%~43.80%, 密度(0.848~0.886) g· mL-1, S含量(861.91~6050.24) μ g· g-1, N含量(222.82~577.24) μ g· g-1。
| 表2 原料油性质 Table 2 Properties of crude oil |
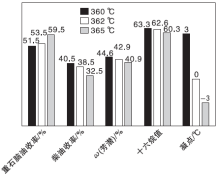
以A厂柴油为原料油, 在反应压力6 MPa、裂化段体积空速1.5 h-1和氢油体积比600条件下, 考察反应温度对催化剂加氢裂化活性的影响, 产品分布和性质如图6所示。
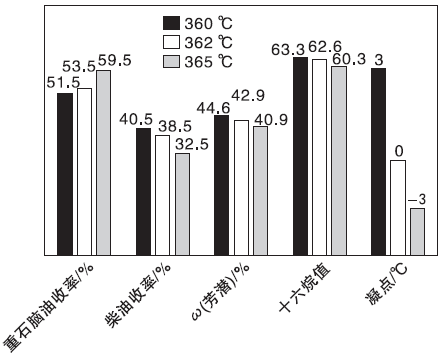 | 图6 反应温度对产品分布和性质影响Figure 6 Effects of reaction temperature on the properties and distributions of products |
由图6可见, 反应温度由360 ℃提高至365 ℃, 产品重石脑油收率由51.5%增至59.5%, 在不同反应温度条件下, 重石脑油芳潜质量分数分别为44.6%、42.9%和40.9%, 均为优质催化重整进料。产品柴油凝点分别为3 ℃、0 ℃和-3 ℃, 十六烷值分别为63.3、62.6和60.3, 均可作为清洁柴油的调和组分。
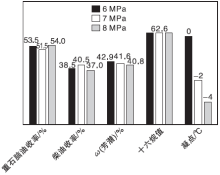
以A厂柴油为原料油, 在反应温度362 ℃、体积空速1.5 h-1和氢油体积比600条件下, 考察反应压力对催化剂加氢裂化活性的影响, 结果如图7所示。
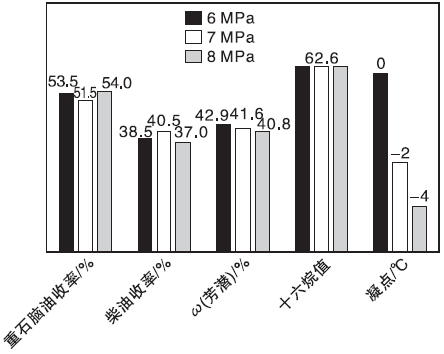 | 图7 反应压力对产品分布和性质影响Figure 7 Effects of reactionpressure on the properties and distributions of products |
由图7可见, 反应压力8 MPa时, 重石脑油收率最高, 为54.0%。不同反应压力条件下, 重石脑油芳潜质量分数分别为42.9%、41.6%和40.8%, 均为优质的催化重整进料。产品柴油收率均为38.5%、40.5%和37.0%, 凝点分别为0 ℃、-2 ℃和-4 ℃, 十六烷值均为62.6, 均可作为清洁柴油的调和组分。
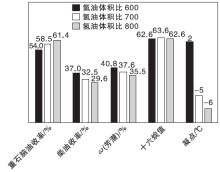
以A厂柴油为原料油, 在反应温度362 ℃、反应压力8 MPa和体积空速1.5 h-1条件下, 考察氢油体积比对催化剂加氢裂化活性的影响, 结果如图8所示。
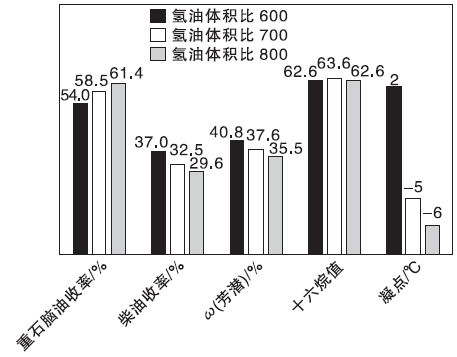 | 图8 氢油体积比对产品分布和性质的影响Figure 8 Effects ofhydrogen/oil volume ratio on the properties and distributions of products |
由图8可见, 氢油体积比由600提高至800, 产品重石脑油收率由54.0%增至61.4%, 不同反应温度条件下, 重石脑油芳潜质量分数分别为40.8%、37.6%和35.5%, 均为优质的催化重整进料。产品柴油凝点分别为2 ℃、-5 ℃和-6 ℃, 十六烷值分别为62.6、63.6和62.6, 均可作为清洁柴油的调和组分。
从产品分布看, 通过控制反应温度、反应压力和氢油体积比调控石脑油收率, 可满足不同炼油厂产品需求。从产品质量看, 重石脑油芳潜质量分数为30%~45%, 可作为优质的重整进料; 柴油十六烷值指数均在60以上且凝点低, 可作为清洁柴油的调和组分。
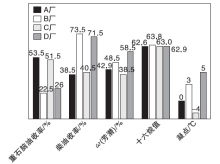
采用4种不同原料油, 对催化剂进行原料适应性考察试验。在反应温度、反应压力、体积空速和氢油体积比相同条件下, 产品收率和性质如图9所示。
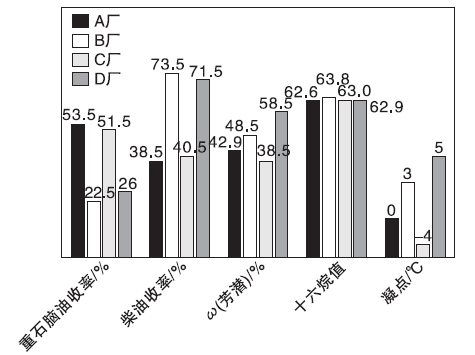 | 图9 原料油适应性考察试验Figure 9 Adaptability test of feedstock oil |
从图9可以看出, 重石脑油收率22.5%~53.5%, 石脑油芳潜质量分数38.5~58.5%, 可作为优质的重整原料。产品柴油收率38.5%~73.5%, 十六烷值62.6~63.8, 可作为优质的清洁柴油调和组分。由此可以看出, 在加工不同原料时, 催化剂展现出良好的原料油适应性, 可生产优质的重整原料以及清洁柴油调和组分。
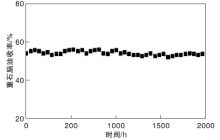
以A厂柴油为原料油, 在反应温度362 ℃, 反应压力8 MPa, 氢油体积比600, 体积空速1.5 h-1条件下, 进行催化剂稳定性试验。试验期间, 每天取样并分析生成油性质, 计算石脑油收率, 结果如图10所示。由图10可见, 在2 000 h运转试验过程中, 重石脑油收率稳定在52%~56%, 催化剂运转稳定性良好。
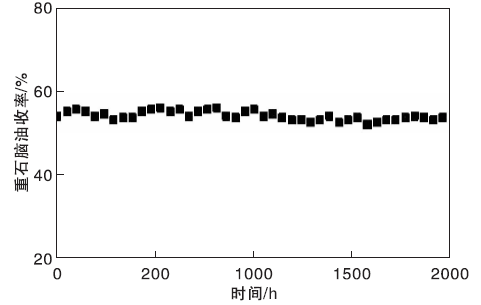 | 图10 催化剂活性稳定性试验Figure 10 Stability test of catalyst |
以USY-Al2O3为载体, 采用等体积浸渍法制备了Ni-W加氢裂化催化剂, 通过BET表征, 该催化剂具有较大的比表面积, 孔径分布集中。XRD结果显示, 金属分散均匀, 无明显团聚现象。催化剂H2-TPR结果可知, 多聚钨酸含量较多, 容易形成具有高加氢活性的“ Ni-W-S” 。HRTEM分析表明, 催化剂堆积层数较集中在(2~3)层, 金属长度在(2~4) nm。
以劣质、重质柴油为原料, 在100 mL加氢评价装置上进行工艺评价, 结果表明, 中国石油石油化工研究院自主开发的“ 劣、重柴油加氢裂化多产石脑油兼产优质柴油” 催化剂具有稳定性好、原料适应性好和产品方案灵活的特点。在裂化段反应温度362 ℃、反应压力8 MPa、氢油比600和体积空速1.5 h-1条件下, 重石脑油收率54.0%, 芳潜质量分数40.8%, 可作为优质的催化重整进料。柴油收率37.0%, 十六烷值62.6, 可作为清洁柴油的调和组分。在加工不同原料时, Ni-W加氢裂化催化剂展现出良好的原料油适应性, 可生产优质的重整原料以及清洁柴油调和组分。在2 000 h运转试验过程中, 重石脑油收率稳定在52%~56%, 催化剂具有良好的活性稳定性, 可满足工业装置长周期运转的需求。
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|