
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
中国石油兰州石化公司460 kt·a-1乙烯装置碳二加氢运行状况分析及建议
引用本文
车春霞, 蔡小霞, 温翯, 苟尕莲, 薛文利, 韩伟, 梁玉龙, 张峰, 边虎. 中国石油兰州石化公司460 kt·a-1乙烯装置碳二加氢运行状况分析及建议 [J]. 工业催化, 2019,27(12): 71-75.
Che ChunXia, Cai Xiaoxia, Wen He, Gou Galian, Xue WenLi, Han Wei, Liang Yulong, Zhang Feng, Bian Hu. Analysis and optimization suggestions for acetylene hydrogenation operation status in Lanzhou Petrochemical's 460 kt·a-1 ethylene plant [J]. Industrial Catalysis, 2019,27(12): 71-75.
DOI:10.3969/j.issn.1008-1143.2019.12.013
Che ChunXia, Cai Xiaoxia, Wen He, Gou Galian, Xue WenLi, Han Wei, Liang Yulong, Zhang Feng, Bian Hu. Analysis and optimization suggestions for acetylene hydrogenation operation status in Lanzhou Petrochemical's 460 kt·a-1 ethylene plant [J]. Industrial Catalysis, 2019,27(12): 71-75.
Permissions
Copyright©2019, 《工业催化》编辑部
《工业催化》编辑部 所有
中国石油兰州石化公司460 kt·a-1乙烯装置碳二加氢运行状况分析及建议
作者简介:车春霞,1980年生,女,重庆市人,博士,高级工程师,从事乙烯裂解馏分加氢催化剂研发及推广工作,获省部级奖励7项,发表论文三十余篇。
摘要
2016年10月-2017年7月,中国石油兰州石化公司460 kt·a-1乙烯碳二加氢装置运行期间,一段反应器催化剂活性下降幅度较大。对该周期催化剂运行期间装置数据(270天)进行统计,发现原料中丁二烯含量较高,As、Hg、Pb和S等杂质超标是造成催化剂活性下降原因,并相应提出装置优化建议。
关键词:
石油化学工程; 碳二加氢; 运行装置; 优化建议
中图分类号:TQ426.95;TE624.9+3
文献标志码:A
文章编号:1008-1143(2019)12-0071-05
Analysis and optimization suggestions for acetylene hydrogenation operation status in Lanzhou Petrochemical's 460 kt·a-1 ethylene plant
Abstract
From October 2016 to July 2017,during the operation of acetylene hydrogenation unit of Lanzhou Petrochemical's 460 kt·a-1 ethylene plant,the activity of the first-stage reactor catalyst decreased significantly.We calculated the device data (270 d) during the period of the catalyst operation,and analyzed the reasons for catalyst activity decrease,including high contents of butadiene in the raw materials,impurities such as As, Hg, Pb, S over standard.Then,corresponding device optimization recommendations were proposed.
Keyword:
petrochemical engineering; acetylene hydrogenation; operating device; optimization recommendations
中国石油兰州石化公司460 kt· a-1乙烯装置采用美国KBR公司的SCORE专利技术, 美国凯洛格布朗-路特(Kellogg Brown & Root)公司负责工艺包和裂解炉、脱甲烷及深冷分离、乙烯分离及制冷单元的基础设计, 中国寰球工程公司负责其余部分的基础设计及全部详细设计, 2005年4月开工建设, 2006年11月18日正式投产开车。装置按照59.525 t· h-1乙烯产量、年操作时间7 560 h进行设计。
2016年10月-2017年7月, 中国石油兰州石化公司460 kt· a-1乙烯装置碳二加氢一段、二段和三段反应器均采用进口催化剂。装置运行期间, 一段反应器催化剂活性下降幅度较大。本文对该周期催化剂运行期间装置数据(270天)进行统计, 分析可能原因, 提出优化建议。
1 工艺流程
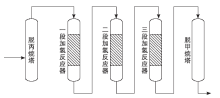
中国石油兰州石化公司460 kt· a-1乙烯装置采用前脱丙烷前加氢工艺, 三段绝热反应器串联加氢除炔, 每个反应器装填催化剂13 m3。工艺流程如图1所示。
来自脱丙烷塔塔顶的甲烷、碳二、碳三、氢气及一氧化碳混合物料, 经过保护剂床层脱除As和S等杂质后, 再通过加氢反应器, 选择性脱除乙炔, 确保第三段反应器出口乙炔< 1.0 μ L· L-1, 加氢后物料进入后续分离单元[1, 2]。
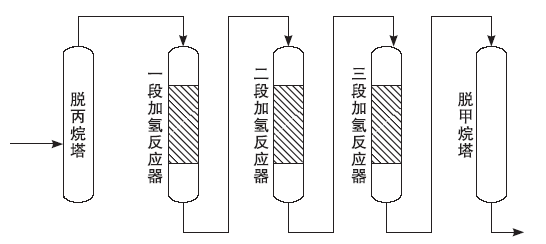 | 图1 碳二前加氢工艺流程Figure 1 Process flow of pre-acetylene hydrogenation |
2 装置运行情况
2.1 原料组成及流量
中国石油兰州石化公司460 kt· a-1乙烯装置碳二前加氢反应器的主要原料组成见表1。加氢原料中各组分含量基本稳定, (225~270)天运行期间乙炔含量比(0~225)天低。
| 表1 原料气组成 Table 1 Composition of raw gas |
中国石油兰州石化公司送样至中国石油石油化工研究院兰州中心, 对原料气组成进行分析, 结果与中国石油兰州石化公司基本吻合。原料气中H2、CO和乙炔含量在正常水平, MAPD和正丁烯含量偏高, MAPD平均体积分数0.68%, 丁二烯和正丁烯体积分数分别为0.124%和0.026%(高于中国石油四川石化公司、中国石油大庆石化公司)。
较高MAPD含量会使催化剂除炔负荷变大, 影响催化剂寿命。较高MAPD、丁二烯和正丁烯含量会使催化剂表面生成更多绿油, 加快结焦速率。催化剂长期在MAPD和正丁烯含量较高条件下运行, 会导致催化剂表面结焦, 部分活性中心被覆盖, 催化剂活性下降[3]。
2.2 催化剂运行情况
2.2.1 一段反应器运行情况
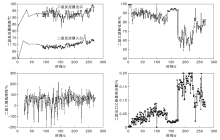
碳二加氢一段反应器运行结果见图2。
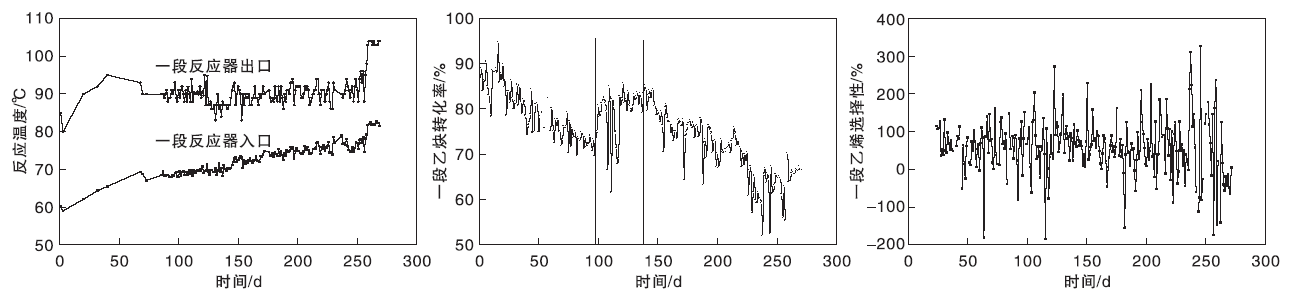 | 图2 一段反应器反应温度、乙炔转化率和乙烯选择性Figure 2 Reaction temperature, acetylene conversion and ethylene selectivity of first-stage reactor |
270天运行期间, 一段反应器平均乙炔转化率50.2%, 乙烯选择性58.4%, 乙烯增量0.50%(体积分数)。入口温度由59 ℃提高至83 ℃, 提温24℃, 反应器平均温升18 ℃; 乙炔转化率由70%逐渐降低至30%; 乙烯选择性有下降趋势。截止到2017年7月4日, 反应器入口温度达82 ℃, 出口温度103 ℃, 温升21 ℃。
从运行趋势看, 催化剂失活可分为(0~120)天和(120~270)天两个阶段。(0~120)天(2016年10月7日-2017年2月3日), 催化剂活性下降较快, 入口温度由60 ℃提高至67 ℃, 乙炔转化率由70%降至约50%。
(120~270)天(2017年2月4日-7月4日), 一段反应器入口温度由68 ℃提高至82 ℃, 提温14 ℃, 乙炔转化率由70%逐渐降至30%。据车间反映, 2017年2月7日投用柴油炉, 并采用航煤作为部分裂解原料, 截止到2017年5月停用, 在此期间, 催化剂活性下降趋势明显。
若裂解原料变化导致加氢原料毒物含量升高, 会造成催化剂活性下降。随着反应温度不断提高, 催化剂表面结焦速率加快, 影响催化剂寿命[4]。
2.2.2 二段反应器运行情况
碳二加氢二段反应器运行结果见图3。
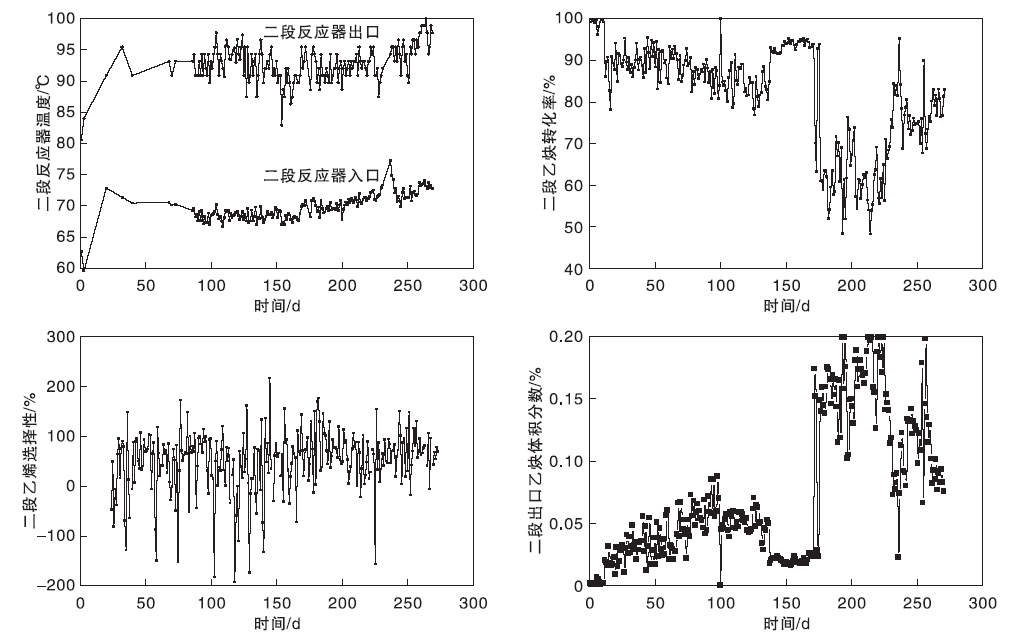 | 图3 二段反应器温度、乙炔转化率、乙烯选择性和出口乙炔含量Figure 3 Reactor temperature, acetylene conversion, ethylene selectivity and exit acetylene content of two-stage reactor |
270天运行期间, 二段反应器平均乙炔转化率81.9%, 乙烯选择性50.4%, 乙烯增量0.21%(体积分数)。入口温度由65 ℃提高至76 ℃, 提温11 ℃, 反应器平均温升20 ℃[(14~25) ℃]。
随着一段反应器出口乙炔含量升高, 二段反应器加氢负荷增大, 为保证除炔要求, 二段反应器入口温度需不断提高。截止到7月4日, 反应器入口温度为76 ℃, 出口温度为98 ℃, 温升22 ℃。
随着二段反应器加氢负荷增大, 二段反应器出口乙炔含量升高, 由小于200× 10-6[(0~175)天)]升高至 1 400× 10-6[(175~270)天]。二段反应器整体运行稳定, 但二段反应器出口乙炔含量较高, 增加了三段反应器飞温和漏炔风险[5]。
2.2.3 三段反应器运行情况
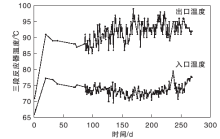
碳二加氢三段反应器运行结果见图4。
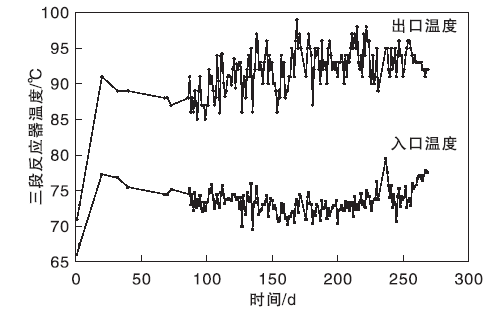 | 图4 三段反应器温度Figure 4 Temperature of three-stage reactor |
270天运行期间, 三段反应器入口乙炔含量逐渐升高, 但出口乙炔含量达到要求(≤ 1 μ L· L-1)。入口温度由66 ℃提高至77 ℃, 提温11 ℃, 反应器平均温升18 ℃; 截止到7月4日, 反应器入口温度为77 ℃, 出口温度为93℃, 温升16℃。三段反应器入口较高的温度及乙炔含量, 增大反应器飞温风险。
2.2.4 三段反应器串联运行情况
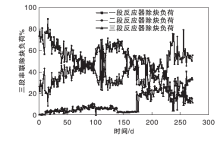
三段反应器串联运行情况见图5。
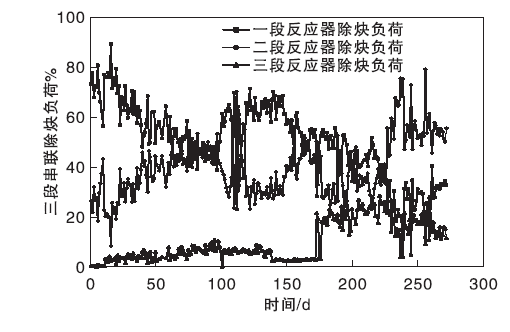 | 图5 三段反应器串联除炔负荷Figure 5 Load of three-stage reactors in series for removing acetylene |
装置运行期间(270天), 一段反应器平均除炔负荷49.2%, 二段反应器平均除炔负荷39.9%, 三段反应器平均除炔负荷9.7%。随着一段反应器催化剂活性下降, 二段和三段反应器除炔负荷增大。
3 催化剂失活原因分析
根据中国石油兰州石化公司碳二加氢整体运行情况, 一段反应器催化剂活性下降幅度大, 导致该现象的原因可能有两个:原料中杂质含量超标等外在因素引起催化剂活性下降; 催化剂自身性能达不到要求。
原料中杂质含量超标, 引起催化剂活性下降的原因可能包括:
(1) 原料中丁二烯含量较高, 在催化剂表面聚合及结焦, 覆盖催化剂活性中心导致催化剂缓慢失活。
(2) 原料中As、Hg和Pb等重金属含量超标, 导致催化剂缓慢不可逆失活。
(3) S引起催化剂中毒, S含量短期较高时, 催化剂活性降低, 待S含量恢复到正常水平, 催化剂活性恢复; 如果S含量长期处于比较高的状态, 催化剂则永久失活。
以上因素单项或多项叠加均可造成催化剂活性下降, 催化剂活性下降后为保证加氢性能, 提高反应器温度, 催化剂表面结焦速率加快, 加剧催化剂失活[6, 7, 8]。
4 建 议
(1) 优化裂解原料、裂解炉及前脱丙烷塔操作条件, 降低加氢原料中MAPD和丁二烯含量, 降低催化剂失活速率, 延长催化剂运行周期。
(2) 对加氢原料中毒物含量进行分析, 特别是重金属(As、Hg、Pb等)含量, 确保毒物含量在技术协议要求范围内。
(3) 优化裂解炉裂解原料及操作条件, 及时调整注S量, 确保CO含量稳定在一段范围。避免在三段反应器入口乙炔含量较高条件下, CO含量较大波动造成装置飞温或漏炔[9]。
5 结 论
2016年10月-2017年7月, 中国石油兰州石化公司460 kt· a-1乙烯碳二加氢装置一段、二段和三段反应器均采用进口催化剂。期间, 一段反应器催化剂出现了非正常失活现象, 催化剂活性快速下降。通过取样分析, 对催化剂迅速失活原因作出推测:(1) 加氢原料气中含有较高的MAPD、丁二烯和正丁烯, 意味着催化剂表面将生成更多的绿油, 加快了催化剂结焦速率, 导致催化剂活性下降; (2) 原料中As、Hg和Pb等重金属含量超标, 将大幅影响催化剂活性及稳定性; (3) 原料中S含量长期处于较高的状态将导致催化剂永久失活。
结合可能导致催化剂快速失活的几个原因, 并针对中国石油兰州石化公司乙烯碳二加氢装置的特点, 提出了装置优化建议:(1) 优化裂解原料、裂解炉及前脱丙烷塔操作条件, 降低原料气中MAPD、丁二烯和正丁烯的含量; (2) 及时分析原料中包括重金属在内的毒物含量, 确保毒物含量在要求范围以内; (3) 优化裂解炉裂解原料及操作条件, 及时调整注S量。
参考文献
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|