{kind=link}
{kind=link}
{kind=link}
{kind=link}
Ni-W/SSY-Beta-Al2O3柴油加氢转化催化剂研究
[张孔远*  , 刘国栋, 陈彦飞, 刘晨光]
, 刘国栋, 陈彦飞, 刘晨光]
, 刘国栋, 陈彦飞, 刘晨光]
|
|


作者简介:张孔远,博士,教授级高级工程师,主要从事石油化工工艺和催化剂研究工作。
采用SSY型分子筛、不同硅铝比Beta分子筛与大孔氢氧化铝干胶混捏制备SSY-Beta-Al2O3载体,等体积浸渍法制备Ni-W/SSY-Beta-Al2O3加氢转化催化剂,采用BET、Py-IR、XRD、NH3-TPD对制备的催化剂及载体进行表征。在100 mL固定床加氢装置上,工业Ni-Mo型柴油加氢精制催化剂与Ni-W/SSY-Beta-Al2O3加氢转化催化剂级配装填,以劣质催化裂化柴油为原料,对加氢转化催化剂进行活性评价。结果表明,随着Beta分子筛硅铝比的增加,催化剂表面的L酸中心先减少后增多,B酸中心先增加后减少,催化剂的弱酸酸量先增多后减少,中强酸与强酸酸量变化不明显。在氢油体积比700:1、反应压力8.0 MPa、精制段反应温度360 ℃,体积空速1.25 h-1,转化段反应温度400 ℃,体积空速1.35 h-1的条件下,CYB-3催化剂加氢转化产品液相收率高达97.73%,汽油馏分收率63.72 %,辛烷值91.66,柴油馏分收率33.69%,十六烷值比原料提高8.96,凝点小于-35 ℃。
The SSY-Beta-Al2O3 carrier was prepared by mixing SSY zeolite, Beta zeolites of different Si-Al ratio and the pseudo-boehmite. Ni-W/SSY-Beta-Al2O3 catalysts were prepared by equal volume impregnation method. The prepared catalysts and supports were characterized by BET, Py-IR, XRD and NH3-TPD.Using light cycle oil as raw material , commercial Ni-Mo diesel hydrofining catalyst and hydrocracking catalyst were tested in the 100 mL fixed-bed hydrogenation unit to evaluate activity of the hydrocracking catalyst. The results showed that with the increase of Si/Al ratio of Beta zeolite, the L acid center on the catalyst surface first decreased and then increased, and the B acid center increased first and then decreased. The amount of weak acid in the catalyst increased first and then decreased, but the amount of medium-strong acid and strong acid changed insignificantly. Under the conditions of 8.0 MPa, H2/oil volumetric radio of 700:1, space velocity of 1.25 h-1 and reaction temperature of 360 ℃ in hydro-refining zone, space velocity 1.35 h-1 and reaction temperature of 400 ℃ in hydrocracking zone, liquid phase yield of product over CYB-3 catalyst was as high as 97.73%, yield of gasoline fraction was as high as 63.72%, octane number reached 91.66, yield of diesel fraction was 33.69%, cetane number increased by 9 unit than raw material, condensation point of diesel product was lower than -35 ℃.
催化裂化过程是将重质油品中的大分子裂化成小分子, 生产车用汽柴油馏分, 副产液化气和干气。石油炼制企业为了提高汽油辛烷值或多产丙烯等, 采用新型催化裂化技术、催化裂化催化剂和助剂, 提高催化柴油密度, 降低十六烷值。部分石油炼制企业催化裂化柴油的密度达0.95 g· cm-3以上, 单环芳烃、双环芳烃、多环芳烃含量占到80%以上, 十六烷值小于20[1, 2]。
目前, 针对劣质催化柴油的加工工艺有加氢裂化、加氢精制和加氢改质。催化柴油加氢裂化主要目的是生产石脑油和航空煤油, 副产柴油馏分, 加氢裂化的操作压力高, 装置投资大, 氢耗高, 加工成本高; 加氢精制是将催化裂化柴油加氢, 虽然可以脱除其中的硫、氮等杂质, 但降低柴油密度和提高十六烷值有限, 难以满足车用柴油质量标准的要求[3]; 加氢改质目的产品主要为柴油馏分, 一般提高十六烷值10~15个单位, 密度降低约0.06个单位, 无法使密度较大、十六烷值较低的催化裂化柴油满足车用柴油质量标准[4]。为了提高催化裂化柴油中芳烃的利用率, 多产低硫、低氮、高辛烷值的清洁汽油组分, 需要一种可以处理富含芳烃的催化裂化柴油加氢转化催化剂及工艺。
本文选取SSY分子筛与Beta分子筛混合制备SSY-Beta-Al2O3载体, 采用等体积浸渍法制备Ni-W/SSY-Beta-Al2O3系列加氢转化催化剂。在100 mL固定床反应装置中, 将Ni-Mo型柴油加氢精制剂与所制备的加氢转化催化剂合理级配, 以劣质FCC柴油为原料进行工艺评价。
劣质催化裂化柴油, 硫氮含量高、密度大、十六烷值低、芳烃含量高, 尤其是单环芳烃和双环芳烃含量, 主要性质如表1所示。氢氧化铝干胶, 工业级, 烟台恒辉化工有限公司; SSY分子筛、Beta-1分子筛、Beta-2分子筛、Beta-3分子筛, 工业级, 随着Beta分子筛硅铝比提高, L酸中心明显增多, B酸中心略有增加, 南开大学催化剂厂。氧化铝及分子筛织构参数如表2所示。随着Beta分子筛硅铝比提高, 比表面积逐渐减小, 孔容逐渐增大。与SSY型分子筛相比, Beta分子筛的平均孔径较大, 孔容较小。
| 表1 催化裂化柴油性质 Table 1 Property of light cycle oil |
| 表2 氧化铝及分子筛结构参数 Table 2 Property of pseudo-boehmite and zeolites |
称取一定量的Beta分子筛和SSY分子筛, 与适量大孔氢氧化铝干胶混合均匀, 加入适量一定浓度的硝酸溶液, 在挤条机上混捏、成型, 经120 ℃烘干, 550 ℃焙烧4 h后得到SSY-Beta-Al2O3载体。
根据载体的吸水率和活性金属组分的负载量, 计算所需的镍钨前驱体质量配制溶液, 采用等体积浸渍法浸渍载体, 经120 ℃烘干、500 ℃焙烧后得到活性金属镍钨负载量分别为质量分数9%和12%的Ni-W/SSY-Beta-Al2O3催化剂。按Beta分子筛硅铝比从小到大将SSY-Beta-Al2O3载体标记为ZYB-1、ZYB-2和ZYB-3, Ni-W/SSY-Beta-Al2O3催化剂标记为CYB-1、CYB-2和CYB-3。
采用美国麦克仪器公司ASAP3020型自动吸附仪, 低温氮吸附法测定催化剂的孔结构。高纯氮为吸附介质, 液氮为冷阱, 吸附温度-196 ℃, 脱附温度573 K。BET法计算比表面积, BJH法计算孔体积和孔径。
采用热电尼高力公司Nexus型傅里叶变换红外光谱仪, Py-FTIR法分析催化剂表面的酸类型。样品在300 ℃下焙烧3 h后, 抽真空, 吸附吡啶18 h, 在120 ℃的真空干燥箱中进行吡啶的物理脱附2 h。空白样仅在300 ℃下焙烧, 不进行吡啶吸附。
采用X射线衍射仪测定催化剂的晶相结构及表面活性金属的负载情况。
采用NH3-TPD法分析催化剂的酸强度及酸量分布。
采用100 mL固定床反应装置, Ni-Mo型柴油加氢精制剂与所制备的Ni-W/SSY-Beta-Al2O3加氢转化催化剂合理级配, 以劣质催化裂化柴油为原料, 评价催化柴油加氢转化催化剂Ni-W/SSY-Beta-Al2O3单程活性。反应压力8.0 MPa, 氢油体积比700: 1, 精制段体积空速1.25 h-1, 反应温度360 ℃, 转化段体积空速1.35 h-1, 反应温度390 ℃、400 ℃、410 ℃。
2.1.1 孔结构性质
表3为Ni-W/SSY-Beta-Al2O3催化剂的物理性质。由表3可知, Ni-W/SSY-Beta-Al2O3系列催化剂比表面积均大于300 m2· g-1, 平均孔径均约7 nm, 孔容0.2 mL· g-1以上, 较大的比表面积可以有效地提高催化剂酸性中心的含量和活性金属的分散程度, 提高反应效率。三种催化剂的径向抗压碎力≥ 150 N· cm-1, 满足工业催化剂的要求。随着Beta分子筛硅铝比的提高, 催化剂的比表面积和孔容没有明显变化, 表明Beta分子筛的硅铝比对催化剂孔结构性质没有显著影响。
| 表3 Ni-W/SSY-Beta-Al2O3催化剂物理性质 Table 3 Property of Ni-W/SSY-Beta-Al2O3catalyst |
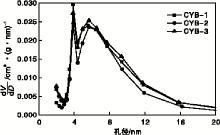
图1为Ni-W/SSY-Beta-Al2O3催化剂的孔径分布, 表4为Ni-W/SSY-Beta-Al2O3催化剂的孔径分布结果。由图1和表4可知, 三种催化剂的介孔孔径分布相似, 主要为(4~8) nm, 且均为双孔材料, 最可几孔径约4 nm和6 nm。这样的结构非常有利于柴油中的大分子芳烃通过大介孔进入催化剂孔道, 减小扩散阻力, 更好的吸附在小介孔的孔壁上并发生转化反应。双介孔材料的这一特点使它在有大分子参加的多相催化和吸附分离等领域有很好的应用前景[5]。其中4 nm的孔道主要来自Beta分子筛和SSY分子筛, 7 nm左右的孔道主要是由氢氧化铝干胶在焙烧过程中形成[6, 7]。
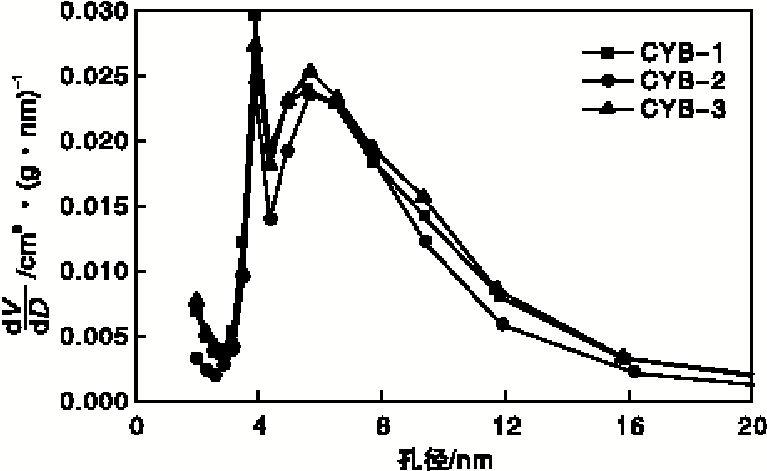 | 图1 Ni-W/SSY-Beta-Al2O3催化剂的孔径分布Figure 1 Pore size distribution of of Ni-W/SSY-Beta-Al2O3catalyst |
| 表4 Ni-W/SSY-Beta-Al2O3催化剂的孔径分布结果 Table 4 Pore size distribution results of Ni-W/SSY-Beta-Al2O3catalyst |
2.1.2 晶相组成
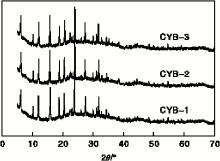
图2为Ni-W/SSY-Beta-Al2O3催化剂的XRD图。由图2可知, 3种催化剂在44° ~49° 以及65° ~69° 处出现“ 小鼓包” , 该“ 小鼓包” 为高温焙烧时载体中氧化铝干胶脱水产生的γ -Al2O3的特征峰。在6° ~35° 范围内出现多个强度不同的Y型分子筛特征衍射峰, 在7° 和23° 附近出现的两个小峰, 为Beta分子筛的特征衍射峰。3种Beta分子筛虽然骨架硅铝比、表面酸性等不同, 但衍射峰位置没有变化。3种催化剂衍射峰位置、强度大致相同, 主要是由于是各种分子筛在催化剂中的含量一样。3种催化剂的谱图中均未出现杂峰, 表明催化剂的晶相结构保存完整。
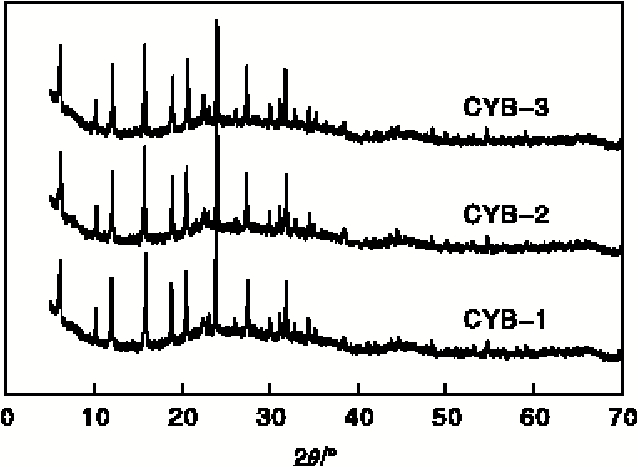 | 图2 Ni-W/SSY-Beta-Al2O3催化剂的XRD图Figure 2 XRD patterns of Ni-W/SSY-Beta-Al2O3catalyst |
2.1.3 Py-IR和NH3-TPD
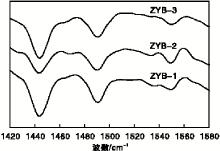
图3为SSY-Beta-Al2O3载体的Py-IR谱图。由图3可以看出, 3种载体在1 540 cm-1、1 490 cm-1、1 450 cm-1处均出现衍射峰, 其中1 450 cm-1附近的特征峰为配位吡啶峰, 表征L酸位, 1 550 cm-1附近的特征峰为吡啶离子峰, 表征B酸位, 1 490 cm-1附近的特征峰是B酸位和L酸位共同作用的结果。载体表面的L酸性中心多于B酸中心。随着Beta分子筛硅铝比的提高, 载体表面的L酸性中心先减少后增多, B酸中心先增多后减少。
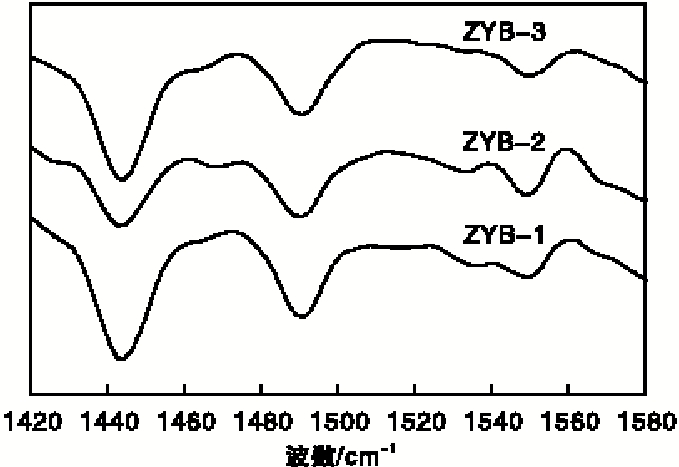 | 图3 SSY-Beta-Al2O3载体的Py-IR谱图Figure 3 Py-IR spectra of SSY-Beta-Al2O3 support |
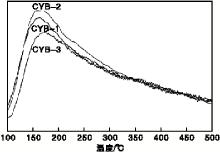
图4为Ni-W/SSY-Beta-Al2O3催化剂的NH3-TPD曲线。选定250 ℃以下为弱酸, (250~400) ℃为中强酸, (400~600) ℃为强酸。由图4可以看出, 随着Beta分子筛硅铝比的提高, 催化剂的弱酸酸量先增大后减小, 中强酸与强酸酸量变化不明显。CYB-3催化剂的总酸量最小, 且弱酸酸量占比较大, 推测CYB-3催化剂的加氢产品油液相收率最高。
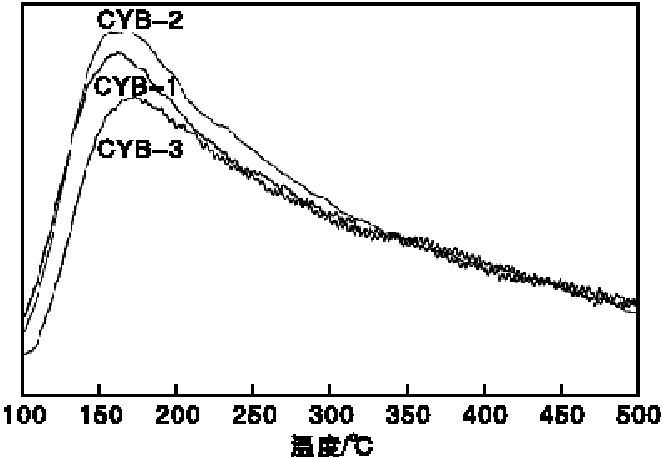 | 图4 Ni-W/SSY-Beta-Al2O3催化剂的NH3-TPD曲线Figure 4 NH3-TPD profiles of Ni-W/SSY-Beta-Al2O3catalyst |
2.2.1 催化柴油加氢转化
转化段反应温度为400 ℃时, Ni-W/SSY-Beta-Al2O3催化剂上催化柴油加氢产品油收率如表5所示。
| 表5 Ni-W/SSY-Beta-Al2O3催化剂上催化柴油加氢转化 Table 5 Hydrocracking result of light cycle oil on Ni-W/SSY-Beta-Al2O3catalyst |
由表5可知, 产品油中馏程为(65~180) ℃的汽油馏分收率较高, 表明催化剂具有较好的多环芳烃开环裂化性能, 对汽油馏分选择性较高。随着Beta分子筛硅铝比的提高, 加氢转化产品液相收率逐渐增大, 汽油收率先增后减, 馏程> 180 ℃的柴油收率先减后增, C5~馏程﹤65 ℃的轻烃减少。这主要是由于CYB-3催化剂的总酸量最小, 弱酸占比较高, B酸酸量较大, 骨架异构化和选择性开环裂化性能较强, 汽油收率较高, 液相收率最高。
产品柴油馏分性质如表6所示。
| 表6 产品柴油馏分性质 Table 6 Property of diesel fraction |
由表6可知, 加氢转化后所得柴油馏分的密度较原料下降, 最低可达0.885 3 g· cm-3。硫、氮含量也降至10 μ g· g-1以下, 满足国Ⅵ 车用柴油标准。十六烷值有不同程度的增加, 最高可提升8个单位以上。随着Beta分子筛硅铝比的提高, 柴油馏分的密度和十六烷值基本不变, 多环芳烃含量有所提高, 离国Ⅵ 柴油质量标准有较大差距。凝点均在-35℃以下, 可以作为低凝柴油调和组分。与原料的芳烃含量相比, 加氢转化柴油馏分中的芳烃总含量减小, 单环芳烃含量提升, 双环及多环芳烃含量降低, 这主要是由于催化剂加氢活性强, 双环及多环芳烃向单环芳烃的转化程度加深, 更多的小分子烷基芳烃成为汽油组分, 其余未加氢转化的芳烃成为柴油组分。
产品汽油馏分性质如表7所示。
| 表7 产品汽油馏分性质 Table 7 Property of gasoline fraction |
由表7可以看出, 汽油馏分密度≤ 0.760 7 g· cm-3, 硫、氮含量均小于10 μ g· g-1, 研究法辛烷值约92。3种不同硅铝比的Beta分子筛对汽油产品的密度、研究法辛烷值和硫、氮含量等性质影响不大。随着Beta分子筛硅铝比的增加, 汽油馏分中烯烃含量略有增加, 芳烃含量降低。CY-3催化剂上汽油馏分的辛烷值91.66, 烯烃和芳烃的含量分别为1.58%和15.72%, 均满足国Ⅵ 车用汽油标准的要求, 含有较多的高辛烷值的苯、甲苯、乙苯及二甲苯等组分, 苯质量分数1.83%, 略高于国Ⅵ 车用汽油标准中要求的苯含量小于0.8%的标准。CYB-3催化剂上汽油馏分收率低于CYB-2催化剂0.34%, 但是其液相收率高CYB-2催化剂5%, 因此本文优选的催化剂为CYB-3催化剂。
2.2.2 转化段反应温度
采用CYB-3催化剂, 保持其他工艺条件不变, 考察转化段反应温度对催化柴油加氢转化产品分布以及汽、柴油馏分性质的影响。
表8为转化段反应温度对催化裂化柴油加氢转化产品分布的影响。由表8可知, 随着转化段反应温度升高, 馏程为(65~180) ℃的汽油馏分收率增加, 最高为70.37%, 馏程> 180 ℃的柴油收率和总液相收率减小。这主要是由于反应温度的提升导致催化剂加氢裂化活性迅速增强, 重组分加氢裂化为轻组分的程度加深, C1~C4等小分子烃类产量增加, 液相收率减小。
| 表8 转化段反应温度对催化裂化柴油加氢产品分布的影响 Table 8 Effects of hydrocracking temperature to products distribution |
表9为转化段反应温度对产品柴油馏分性质的影响。由表9可知, 随着加氢转化段反应温度的提高, 柴油馏分中硫、氮含量降低, 密度增加、十六烷值降低, 总芳烃和多环芳烃增加。加氢转化柴油馏分的密度(0.877 5~0.897 8)g· cm-3, 硫氮含量均在10 μ g· g-1之下, 十六烷值最高26.71, 芳烃总质量分数为55.83%~70.94%。
| 表9 转化段反应温度对柴油馏分性质的影响 Table 9 EffectS of hydrocracking temperature to the property of diesel fraction |
表10为转化段反应温度对产品汽油馏分性质的影响。由表10可知, 随着转化段反应温度升高, 汽油馏分密度逐渐减小, 最低为0.760 1 g· cm-3, 硫氮含量逐渐降低, 均为10 μ g· g-1以下, 辛烷值增加, 最高为92.43。随着加氢转化温度的升高, 催化剂加氢转化活性增强, 催化柴油中的双环及多环芳烃裂化程度加大, 生成更多的苯、甲苯、二甲苯等高辛烷值单环芳烃组分, 导致汽油辛烷值逐渐增大, 密度逐渐减小。三种反应温度下, 汽油馏分的硫氮含量、烯烃含量和芳烃含量均满足国Ⅵ 车用汽油标准, 但苯含量均大于0.8%, 不满足国Ⅵ 车用汽油标准的要求。
| 表10 转化段反应温度对产品汽油馏分性质的影响 Table 10 Effects of hydrocracking temperature to the property of gasoline fraction |
(1) 制备的Ni-W/SSY-Beta-Al2O3加氢转化催化剂比表面积(309~312) m2· g-1, 孔容(0.224~0.235) mL· g-1, 孔径(7.35~7.44) nm, 催化剂表面具有适宜的L酸中心和B酸中心。随着Beta分子筛硅铝比的提高, 催化剂的物理性质变化不大, B酸中心先增加后减小, L酸中心先减小后增大。
(2) 随着催化剂中Beta分子筛硅铝比的增加, 催化裂化柴油加氢转化产品干气和液化气产率明显下降, C5~沸点﹤65 ℃的轻烃产率逐渐降低, 汽油馏分收率先升高后降低, 柴油馏分收率先降低后升高, 总液相收率升高。
(3) 在氢油体积比700: 1、压力8.0 MPa、精制段反应温度360 ℃、体积空速1.25 h-1、转化段反应温度400 ℃、体积空速1.35 h-1的条件下, CYB-3催化剂加氢转化产品液相收率97.73%, 汽油馏分收率63.72 %, 辛烷值91.66, 硫氮、烯烃和芳烃含量满足国Ⅵ 车用汽油标准的要求, 柴油馏分收率在33.69%, 十六烷值比原料提高8.96, 凝点小于-35 ℃, 可作为低凝柴油调和组分。
The authors have declared that no competing interests exist.
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|