{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
负载型离子液体催化酯化法合成三醋酸甘油酯
[蔡志锋1, *  , 张彩凤
, 张彩凤1, 2 ]
, 张彩凤|
|


作者简介: 蔡志锋,1989年生,男,山西省临汾市人,博士,讲师,研究方向为酯交换催化剂应用。
研究了以磺酸咪唑基离子液体催化甘油和醋酸通过直接酯化法合成三醋酸甘油酯反应,结果表明,[(n-Bu-SO3H)MIm][HSO4]离子液体催化性能最好。采用浸渍法将其固载在SiO2的表面,利用FT-IR对催化剂结构进行了表征,考察反应工艺条件对甘油转化率和三醋酸甘油酯选择性的影响,结果表明,在催化剂用量8%,醋酸与甘油物质的量比6∶1,110 ℃条件下反应8.0 h,甘油转化率可达到97.2%,对应的三醋酸甘油酯选择性可达21.2%。回收的催化剂经重复使用4次,反应体系中甘油转化率和三醋酸甘油酯选择性无明显下降。
Herein,a series of imidazolium sulfonate ionic liquid catalysts were applied to the synthesis of glycerol triacetate from glycerin and acetic acid.Meaningfully,the results showed that [(n-Bu-SO3H)MIm][HSO4]had the best catalytic performance.Additionally,[(n-Bu-SO3H)MIm][HSO4]/SiO2 (BHS) was prepared by a wet impregnation method and the structure was characterized by FT-IR.Meanwhile,the effects of reaction conditions on glycerol conversion and glycerol triacetate (GTA) selectivity were investigated.Experimental results showed that glycerol conversion of 97.2%,GTA selectivity of 21.2% were obtained when catalyst mass fraction was 8% and acetic acid/glycerol molar ratio was 6∶1 at reaction temperature of 110 ℃ for 8 h.Significantly,recovered catalyst had excellent catalytic activity and reusability,after four successive runs,glycerol conversion and GTA selectivity had no obvious change.
三醋酸甘油酯(GTA)是一种用途广泛的精细化工中间体, 作为溶剂、增塑剂、食品添加剂和杀菌剂等在食品、医药、材料和铸造等领域广泛应用[1, 2]。目前, 工业生产三醋酸甘油酯主要采用浓硫酸催化甘油和冰醋酸经酯化法获得, 该法具有过程简单和产率高等优点。但硫酸的使用不但腐蚀设备, 产生大量废液, 产物中硫酸的残留还会降低三醋酸甘油酯的品质。因此, 近年来三醋酸甘油酯的合成研究主要是围绕着开发可分离高效多相催化剂而展开, 研究较多的催化剂主要有杂化分子筛、杂多酸和磺酸化树脂等固体酸催化剂[3, 4, 5]。
基于毒性小、酸碱性可调和催化效率高的优点, 离子液体作为一种高效催化剂在化工中间体绿色合成领域得到广泛关注。2007年, 李红娟等[6]设计合成了几种功能化离子液体, 而后考察了该系列催化剂在酯化法合成三醋酸甘油酯反应中的催化性能, 结果发现, [HSO3-pmim][HSO4]的催化性能与浓H2SO4相当。但反应后离子液体与产物混为一相, 分离困难是目前离子液体催化酯交换和酯化反应的一个技术难题[7]。本文系统考察几种磺酸咪唑基离子液体在甘油和醋酸酯化合成三醋酸甘油酯反应中催化性能, 获得适用于目标反应的高活性催化剂, 而后采用浸渍法负载到二氧化硅表面。考察反应条件对催化性能的影响, 确定负载型离子液体催化酯化法合成三醋酸甘油酯的最佳工艺条件。
甘油、冰醋酸和氧化硅, 国药集团化学试剂有限公司, 均为分析纯; [(n-Bu-SO3H)MIm][HSO4]、[(n-Bu-SO3H)MIm][p-CH3C6H4SO3]、[Et3NH][HSO4]、[BMIm][HSO4]和[MIm][HSO4]离子液体, 中国科学院兰州物理化学研究所。
催化剂制备参考文献[8], 采用浸渍法。将一定量 [(n-Bu-SO3H)MIm][HSO4]离子液体溶解在乙醇中, 然后缓慢加入一定量预处理的纳米二氧化硅载体。将混合物在室温下搅拌24 h, 然后在烘箱中90 ℃干燥5 h, 得到白色粉末用二氯甲烷在40 ℃下索氏提取24 h, 然后在110 ℃下真空干燥 5.0 h, 得到负载型离子液体催化剂BHS。离子液体结构确定采用KBr压片法在FT-IR光谱上进行。
反应在100 mL的三口烧瓶中进行, 并配置回流冷凝管和分水器等辅助装置。将醋酸、甘油和催化剂按比例称量好摇匀, 用电加热套加热, 反应过程通高纯氮气保护, 同时开动搅拌。温度升至设定温度开始酯化反应, 反应一定时间后停止反应, 将得到的产品放入离心机中离心出催化剂, 得到上层清液在GC-MS上进行定性分析, 产物组成在安捷伦7890A型气相色谱仪测定, 采用校正面积归一化法对产物进行定量分析。
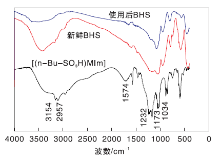
图1为[(n-Bu-SO3H)MIm][HSO4]离子液体和催化剂BHS的红外光谱图。
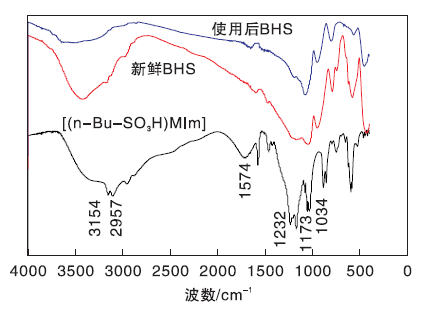 | 图1 [(n-Bu-SO3H)MIm][HSO4]离子液体和催化剂BHS的红外光谱图Figure 1 FT-IR spectra of [(n-Bu-SO3H)MIm][HSO4]ionic liquid and BHS catalyst |
由图1可知, [(n-Bu-SO3H)MIm][HSO4]离子液体的光谱在3 154 cm-1和1 574 cm-1处显示出峰, 这是咪唑环中C— H和C=N伸缩振动[8, 11]。在1 232 cm-1和1 173 cm-1处的则是由于-SO3H基团上的S=O不对称和对称伸展振动引起的[12]。1 034 cm-1处的峰是C— S— O伸缩振动, 而596 cm-1处的峰则可归结为-SO4H的特征振动峰[13]。新鲜催化剂BHS除具备[(n-Bu-SO3H)MIm][HSO4]的所有特征峰外, 在(943~1 000) cm-1还有Si— O— Si特征振动峰[14], 说明通过浸渍法已经将酸性离子液体成功固定在SiO2表面, 且离子液体引入未改变SiO2的结构。与新鲜催化剂相比, 重复使用后催化剂的FT-IR谱图几乎没有发生变化, 说明负载型离子液体催化剂BHS具有较好的稳定性。
将不同结构离子液体加入到反应体系中, 在醋酸与甘油物质的量比6∶ 1, 催化剂用量为8%和温度90 ℃条件下反应6.0 h, 甘油转化率和三醋酸甘油酯选择性见表1。
| 表1 不同离子液体在甘油和醋酸酯化反应中催化性能 Table 1 Catalytic performance of ionic liquids for esterification of glycerin and acetic acid |
由表1可以看出, 在给定条件下, 无催化剂时进行的初始酯化反应中甘油转化率为38.6%, 但没有检测到三醋酸甘油酯生成, 这主要是由于冰醋酸的自催化现象导致的[3, 6]。离子液体的加入可使得甘油转化率和三醋酸甘油酯选择性都显著提高, 其中 [(n-Bu-SO3H)MIm][HSO4]离子液体的催化活性最高, 甘油转化率和三醋酸甘油酯的选择性分别可以达到85.6%和8.3%。考虑到成本和离子液体回收, 采用浸渍法将[(n-Bu-SO3H)MIm][HSO4]负载到SiO2表面得到一种负载型离子液体催化剂BHS, 与[(n-Bu-SO3H)MIm][HSO4]相比, BHS催化活性差别不大, 以下重点考察反应条件对BHS催化性能的影响, 以确定BHS的最佳工艺参数。
2.3.1 反应温度
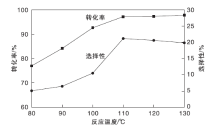
在醋酸与甘油物质的量比6∶ 1、反应时间8.0 h和催化剂用量8%的条件下, 考察反应温度对甘油转化率和三醋酸甘油酯选择性的影响, 结果如图2所示。由图2可知, 在80 ℃下甘油转化率为77.0%, 三醋酸甘油酯的选择性也只有5.0%, 这是因为由于醋酸作为质子易活化羧基引起的低温酯化反应[9]。随着温度的升高, 甘油转化率和三醋酸甘油酯选择性均明显升高, 在110 ℃时甘油转化率高达97.2%, 对应三醋酸甘油酯的选择性为21.2%。当温度高于120 ℃时, 甘油转化率并未有显著变化, 但三醋酸甘油酯选择性开始下降。Galan Maria-Isabel等[10]研究发现, 醋酸的沸点为118 ℃, 反应温度超过120 ℃后醋酸开始快速蒸发降低了物料中醋酸与甘油的物料比, 使三醋酸甘油酯选择性开始下降, 因此三醋酸甘油酯选择性在高于120 ℃的反应温度条件下会降低。综合考虑, 最佳反应温度为110 ℃。
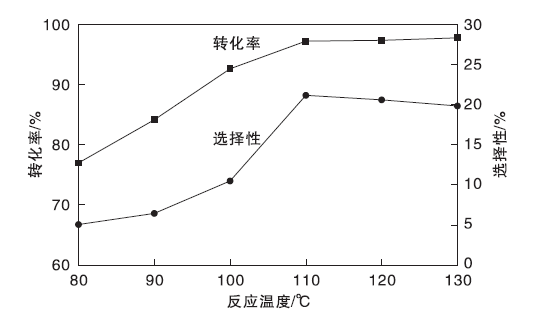 | 图2 反应温度对甘油和醋酸酯化合成三醋酸甘油酯反应性能的影响Figure 2 Effect of reaction temperature on the reaction performance of glycerin and acetic acid to glycerol triacetate |
2.3.2 催化剂用量
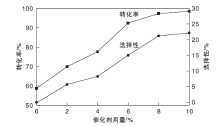
在醋酸与甘油物质的量比6∶ 1, 反应温度110 ℃和反应时间8.0 h的条件下, 考察催化剂用量对甘油转化率和三醋酸甘油酯选择性的影响, 结果如图3所示。
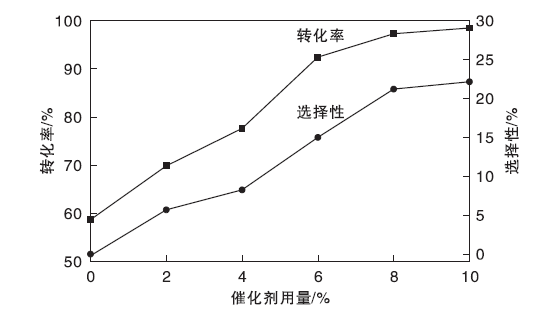 | 图3 催化剂用量对甘油和醋酸酯化合成三醋酸甘油酯反应性能的影响Figure 3 Effect of catalyst dosage on the reaction performance of glycerin and acetic acid to glycerol triacetate |
从图3可以看出, 当催化剂用量由0%增加到8%时, 甘油转化率和三醋酸甘油酯选择性分别由58.6%和0迅速增加到97.2%和21.2%。继续增加催化剂用量, 甘油转化率和三醋酸甘油酯选择性变化不大。这是因为催化剂浓度较低时, 活性位数量是限制催化活性的主要原因; 当催化剂浓度较高时, 反应热力学特性和动力学过程成为影响活性主要原因。从成本方面考量, 催化剂最佳用量为8%。
2.3.3 物料比的影响
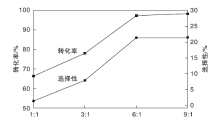
在催化剂用量8%, 反应温度110 ℃和反应时间8.0 h的条件下, 考察了醋酸与甘油物料比对甘油转化率和三醋酸甘油酯选择性的影响, 结果如图4所示。
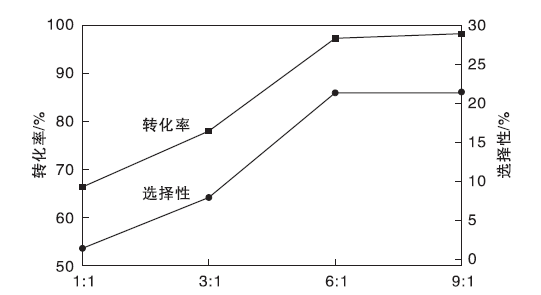 | 图4 物料比对甘油和醋酸酯化合成三醋酸甘油酯反应性能的影响Figure 4 Effect of raw material molar ratio on the reaction performance of glycerin and acetic acid to glycerol triacetate |
从图4可以看出, 当n(醋酸) ∶ n(甘油)由1∶ 1增加到6∶ 1时, 甘油转化率和三醋酸甘油酯选择性均有明显升高, 这是因为过量的醋酸可以促进甘油的酯化和三醋酸甘油酯选择性; 继续增加醋酸用量, 甘油转化率和三醋酸甘油酯选择性变化不大, 因此, 选择n(醋酸) ∶ n(甘油)=6∶ 1作为最佳物料比。
2.3.4 反应时间
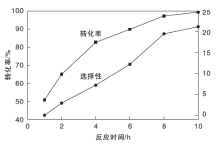
在醋酸与甘油物质的量比6∶ 1, 催化剂用量8%和反应温度110 ℃的条件下, 考察反应时间对甘油转化率和三醋酸甘油酯选择性的影响, 结果如图5所示。
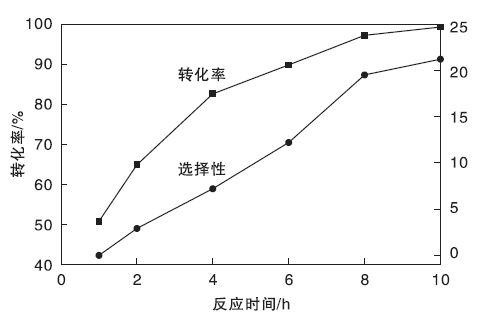 | 图5 反应时间对甘油和醋酸酯化合成三醋酸甘油酯反应性能的影响Figure 5 Effect of reaction time on the reaction performance of glycerin and acetic acid to glycerol triacetate |
从图5可以看出, 反应时间为1 h时, 甘油转化率和三醋酸甘油酯选择性分别为50.8%和0, 这是由于反应时间过短, 反应物尚未充分反应。随着反应时间增长, 甘油转化率和三醋酸甘油酯选择性均显著提高, 当反应时间达到8.0 h, 甘油转化率为97.2%, 三醋酸甘油酯选择性为21.2%, 虽然反应时间升为10 h时, 甘油转化率和三醋酸甘油酯选择性均略有提升, 从催化效率角度, 最佳反应时间为8.0 h。
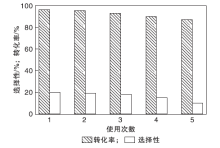
在醋酸与甘油物质的量比6∶ 1, 催化剂用量8%, 反应温度110 ℃和反应时间8 h的条件下, 考察催化剂的重复使用性能, 结果如图6所示。
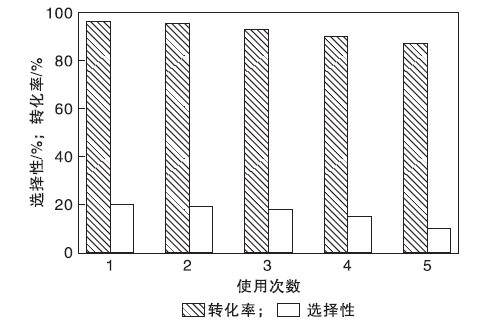 | 图6 醋酸和甘油酯化反应制备三醋酸甘油酯反应中催化剂的重复使用性Figure 6 Reusability of the catalyst for esterification of glycerin and acetic acid to glycerol triacetate |
从图6可以看出, 催化剂使用1次时, 甘油转化率为97.2%, 三醋酸甘油酯选择性为21.2%; 随着催化剂使用次数的增加, 甘油转化率和三醋酸甘油酯选择性均略有下降; 当催化剂重复使用5次后, 甘油转化率和三醋酸甘油酯的选择性分别降低到了88.7%和9.4%, 说明本研究采用浸渍法制备的负载型离子液体催化剂在甘油和乙酸酯化合成三醋酸甘油酯反应中表现出优异的重复使用性能。
采用浸渍法将[(n-Bu-SO3H)MIm][HSO4]离子液体引入到SiO2表面, 用于催化醋酸和甘油酯化法合成三醋酸甘油酯反应。当醋酸与甘油物质的量比为6∶ 1, 催化剂用量为8%, 反应温度为110 ℃, 反应时间为8 h时, 甘油酯化具有最高的酯化效率, 甘油转化率和三醋酸甘油酯选择性分别为97.2%和21.2%。此外, 回收的催化剂经四次循环使用, 催化活性没有明显下降。
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|
| [12] |
|
| [13] |
|
| [14] |
|