{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
影响蜡油多产中间馏分油加氢裂化催化剂因素的规律研究
引用本文
延萌萌. 影响蜡油多产中间馏分油加氢裂化催化剂因素的规律研究[J]. 工业催化, 2020,28(4): 48-54.
Yan Mengmeng. Study on the factors affecting catalytic performance of high-yield middle distillate hydrocracking catalyst[J]. Industrial Catalysis, 2020,28(4): 48-54.
DOI:10.3969/j.issn.1008-1143.2020.03.008
Yan Mengmeng. Study on the factors affecting catalytic performance of high-yield middle distillate hydrocracking catalyst[J]. Industrial Catalysis, 2020,28(4): 48-54.
Permissions
Copyright©2020, 《工业催化》编辑部
《工业催化》编辑部 所有
影响蜡油多产中间馏分油加氢裂化催化剂因素的规律研究
作者简介: 延萌萌,1989年生,女,山东省东营市人,硕士,研究方向为工业催化。E-mail:125566253@qq.com
摘要
以工业上常用的改性Y型分子筛(HY、USY、NNY)为主要酸性组分,Ni-W为活性金属组分,采用等体积浸渍法分别制备了分子筛类型、分子筛含量、磷助剂加入量、Hβ分子筛加入量、金属负载量、金属原子配比等不同的催化剂。以山东利华益集团减二线蜡油为原料油在100 mL固定床加氢装置上对各系列催化剂进行评价。结果表明,载体中分子筛(NNY与Hβ质量比为2:1)总含量为30%~40%,P改性剂加入量为1.5%,金属总负载质量分数为30%,原子质量比 [ m(Ni): m(Ni+W)]为0.4时制备的催化剂具有较高的转化率、液体收率、中油选择性和脱硫脱氮率。
关键词:
催化剂工程; 加氢裂化催化剂; Y型分子筛; Hβ分子筛
中图分类号:TQ426.6;TE624.9
文献标志码:A
文章编号:1008-1143(2020)03-0048-07
Study on the factors affecting catalytic performance of high-yield middle distillate hydrocracking catalyst
Abstract
A series of catalysts with different zeolite type,zeolite content,phosphorus content,Hβ zeolite content,metal content and different metal atom ratio were prepared by isometric impregnation method choosing different modified Y zeolites (HY,USY and NNY) which were commonly used in the industry as the main acid composition and Ni-W as the active metal components.The above catalysts were evaluated in a 100 mL fixed bed hydrogenation unit using Shandong Lihuayi Group’s second-line wax oil as raw material.The evaluation results showed that catalyst had higher conversion,liquid yield,medium oil selectivity,and desulfurization and denitrification efficiency when mass fraction of zeolite in carrier (mass fraction of NNY molecular sieve and Hβ molecular sieve was 2:1) was 30%- 40%,addition amount of P modifier was 1.5%,total metal loading mass fraction was 30% and m(Ni): m(Ni+W)=0.4.
Keyword:
catalyst engineering; hydrocracking catalyst; Y-type molecular sieve; Hβ molecular sieve
对于分子筛型加氢裂化催化剂, 其裂化活性主要来源于载体中的分子筛组分, 所以分子筛的类型及含量直接决定催化剂的裂化活性。当催化剂中同时使用两种分子筛时, 除考虑两种分子筛结构性能能够互补外, 两分子筛的复合比例也是影响催化剂性能的重要因素。当两分子筛的复配比较合适时, 催化剂性能会得以明显改善[1, 2, 3, 4, 5, 6]。
加氢裂化催化剂的加氢功能主要来源于活性金属组分, 适量的增加金属负载量, 催化剂加氢性能会得到增强, 但过多的金属负载不但造成浪费, 还会降低反应活性。加氢裂化催化剂是由金属组分和酸性载体组成的双功能催化剂, 两种功能只有达到最佳配比, 才能得到优质的加氢裂化催化剂和理想的反应结果[7, 8]。
磷可同催化剂中的氧化铝发生相互作用而在催化剂表面生成AlPO4, 使酸中心数增加, 总体上表现为强酸中心减少, 中强酸中心增加, 从而使催化剂的抗积碳能力提高, 磷同时也能改善加氢组分在催化剂表面的分散性, 抑制镍铝尖晶石的形成, 使催化剂的加氢活性提高。但如果磷的加入量过多则会在催化剂表面生成多聚态磷而使催化剂的酸性降低[9, 10, 11]。
本文以工业上常用的改性Y型分子筛(HY、USY、NNY)为主要酸性组分, Ni-W为活性金属组分, 采用等体积浸渍法分别制备分子筛类型、分子筛含量、磷助剂加入量、Hβ 分子筛加入量、金属负载量、金属原子配比等不同的催化剂。以山东利华益集团减二线蜡油为原料油在100 mL固定床加氢装置上对各系列催化剂进行评价。
1 实验部分
1.1 载体及催化剂制备方法
将所需原料按一定比例先干混均匀后, 再边搅拌边喷入质量分数为3%的HNO3溶液, 直到混合物料可捏成团或者用手指捏成片时有水印出现。
将混合好的物料倒入挤条机挤条, 调节挤条机转速使挤出的条外表光滑且有一定的长度和强度。
先将挤好的条晾干, 再放入烘箱于120 ℃烘干5 h, 最后放入马弗炉于500 ℃下焙烧5 h即得催化剂载体。
将制备好的载体剪成(2~3) mm长的圆柱体, 测定载体的饱和吸水率。
按所需比例配置一定浓度的硝酸镍与偏钨酸铵的混合液, 利用等体积浸渍法(浸渍液的体积数值上等于载体质量乘以吸水率)浸泡载体48 h, 然后室温晾干、120 ℃干燥5 h、500 ℃焙烧5 h, 即得新鲜催化剂。
1.2 载体的制备
分别以质量分数30%的HY、USY、NNY分子筛为酸性组分与拟薄水铝石混合制备出一系列催化剂载体(标记为Z-HY、Z-USY、Z-NNY); 分别以质量分数30%、40%、50%、60%的NNY分子筛与拟薄水铝石混合制备出一系列催化剂载体(标记为Z-NNY-30、Z-NNY-40、Z-NNY-50、Z-NNY-60); 固定催化剂分子筛的总含量为30%, 分别使Hβ 分子筛的加入量为0%、5%、10%、15%, 其余为NNY分子筛与拟薄水铝石混合制备出一系列催化剂载体, 标记为Z-Hβ -0、Z-Hβ -5、Z-Hβ -10和Z-Hβ -15。
1.3 催化剂的制备
1.3.1 分子筛类型不同的催化剂
分别以Z-HY、Z-USY、Z-NNY为催化剂载体, 负载相同质量分数(25%), 相同原子质量比[m(Ni):m(Ni+W)=0.4]的金属活性组分制备出催化剂, 标记为C-HY、C-USY、C-NNY。
1.3.2 分子筛含量不同的催化剂
分别以Z-NNY-30、Z-NNY-40、Z-NNY-50、Z-NNY-60为催化剂载体, 负载相同质量分数(25%), 相同原子质量比 [m(Ni):m(Ni+W)=0.4]的金属活性组分制备出催化剂, 标记为C-NNY-30、C-NNY-40、C-NNY-50、C-NNY-60。
1.3.3 磷加入量不同的催化剂
以Z-NNY-40为催化剂载体, 在配置金属浸渍液的过程中加入不同量的磷酸, 随金属活性组分一起负载到载体上, 其中金属组分的负载量和原子配比均相同, 制备了P含量分别为0、0.45%、0.81%、1.5%、2.25%一系列磷改性的催化剂, 分别标记为C-P-0、C-P-0.45、C-P-0.81、C-P-1.50和C-P-2.25。
1.3.4 金属负载量不同的催化剂
以Z-NNY-50为催化剂载体, 将金属原子配比恒定为0.4, 磷改性剂用量恒定为1.5%, 制备活性金属负载总量分别为25%、30%、35%的催化剂, 标记为C-Ni+W-25、C- Ni+W -30和C- Ni+W -35。
1.3.5 金属原子比不同的催化剂
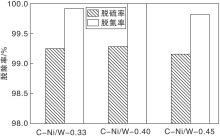
以Z-NNY-50为催化剂载体, 金属总负载质量分数恒定为25%, 磷改性剂用量恒定为1.5%, 制备了金属原子比分别为0.33、0.40、0.45的催化剂, 标记为C-Ni/W-0.33、C-Ni/W-0.40和C-Ni/W-0.45。
1.3.6 Hβ 分子筛含量不同的催化剂
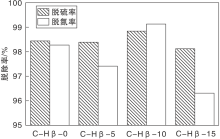
分别以Z-Hβ -0、Z-Hβ -5、Z-Hβ -10、Z-Hβ -15为催化剂的载体, 负载相同质量分数(25%), 相同原子质量比 [m(Ni):m(Ni+W)=0.4]的金属活性组分制备催化剂, 标记为C-Hβ -0、C-Hβ -5、C-Hβ -10和C-Hβ -15。
2 结果与讨论
2.1 分子筛类型对加氢性能的影响
对不同Y型分子筛所得催化剂进行加氢反应性能评价, 结果如表1和图1所示。
| 表1 分子筛类型不同的催化剂加氢裂化效果 Table 1 Hydrocracking results of catalysts with different molecular sieve types |
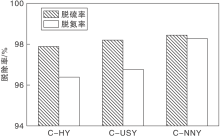
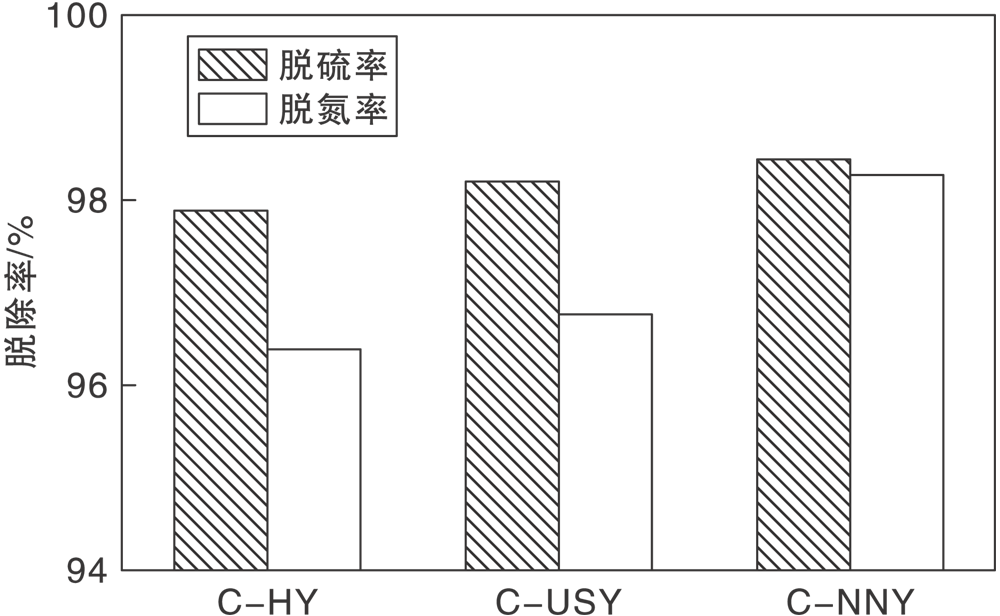 | 图1 不同分子筛类型催化剂的硫、氮脱除率Figure 1 Sulfur or nitrogen removal efficiencies of catalysts with different molecular sieve types |
从表1可知, 在反应条件基本相同的情况下, 以NNY分子筛为酸性组分制备的催化剂较以HY分子筛或以USY分子筛为酸性组分制备的催化剂具有较高的液体收率、中间馏分油选择性和> 350℃馏分油转化率。综合表1和图1可知, 以NNY分子筛为酸性组分制备的催化剂具有较优的脱硫脱氮效果, 尤其是脱氮效果明显优于以其他两种分子筛为酸性组分制备的催化剂。因此, 选择以NNY分子筛作为以蜡油为原料多产中间馏分油的加氢裂化催化剂的酸性组分。
2.2 分子筛含量对加氢性能的影响
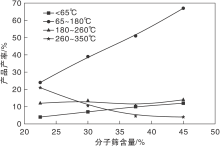
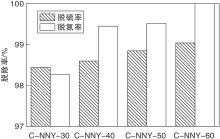
NNY分子筛含量不同的催化剂加氢性能评价结果如表2、图2和图3所示。从表2可以看出, 随催化剂中分子筛含量的增加, 液体收率、中间馏分油收率均呈下降趋势, > 350 ℃馏分油转化率呈升高趋势。由图2可知, 随分子筛含量的增加, 产品分布向轻组分偏移, (65~180) ℃馏分油收率呈明显增加趋势, (260~350) ℃馏分油收率呈降低趋势。综合表2和图3可知, 随分子筛含量的增加, 催化剂上脱硫率和脱氮率均提高, 尤其是当载体中分子筛含量为40%时较分子筛为含量为30%提高幅度较大。综合考虑, 认为载体中分子筛含量40%较为合适。
| 表2 NNY分子筛含量不同的催化剂加氢裂化效果 Table 2 Hydrocracking results of catalysts with different molecular sieve contents |
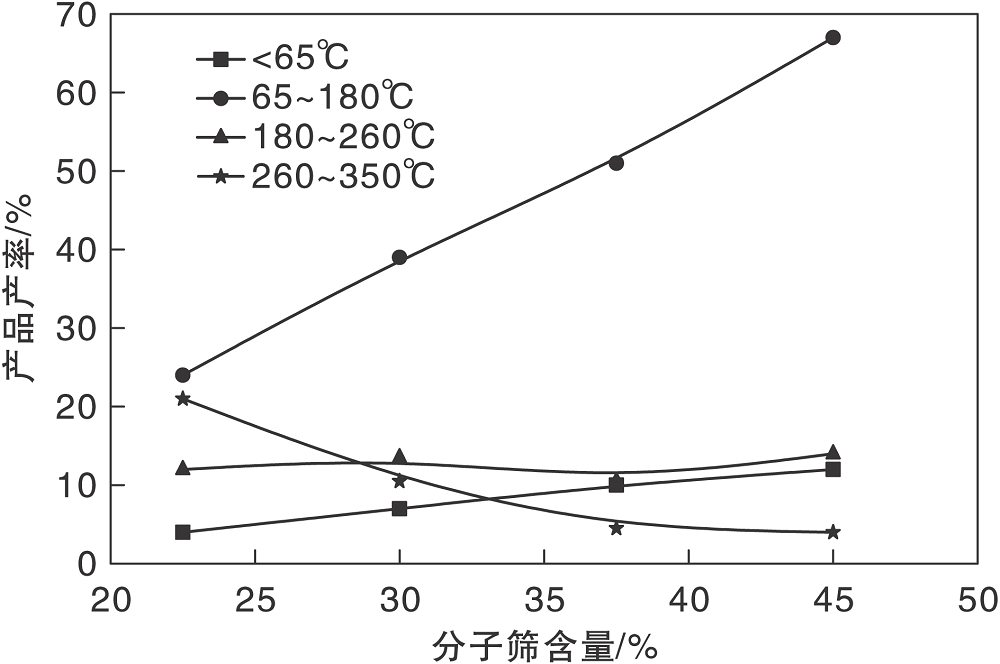 | 图2 NNY分子筛不同含量的催化剂加氢裂化产品分布Figure 2 Hydrocracking products distributions of catalysts with different NNY zeolite contents |
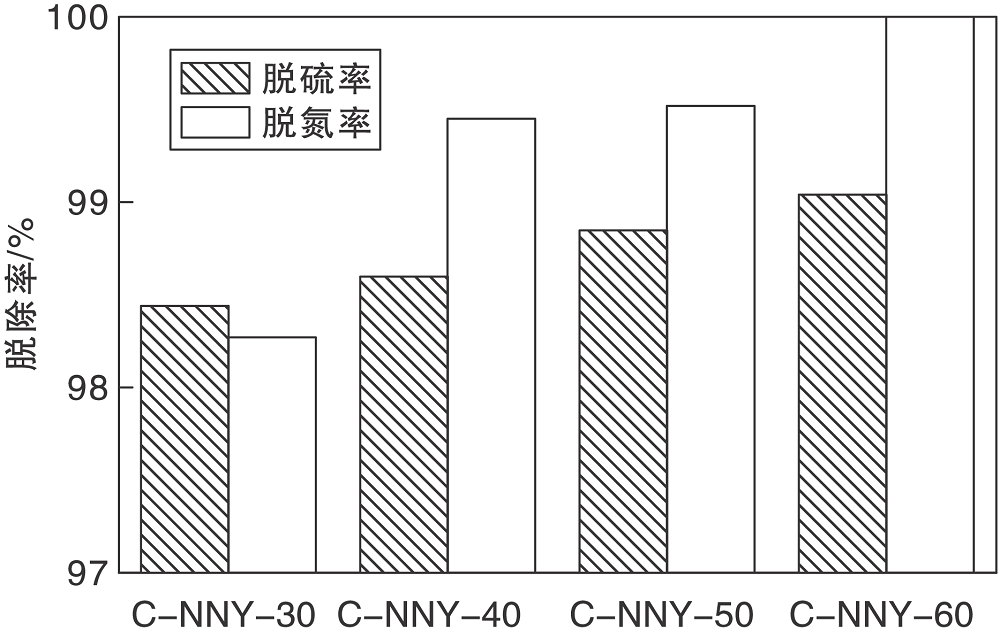 | 图3 NNY分子筛不同含量的催化剂硫、氮脱除率Figure 3 Sulfur or nitrogen removal efficiencies of catalysts with different NNY molecular sieve contents |
2.3 磷加入量对加氢性能的影响
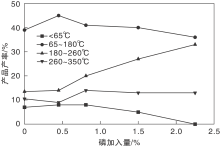
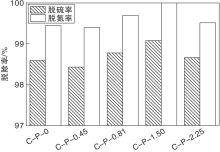
不同磷改性剂加入量对NiO-WO3/Al2O3+NNY催化剂加氢裂性能化的影响如表3、图4和图5所示。由表3可知, 随磷加入量的增加, 液体收率、中间馏分油选择性和> 350 ℃馏分油转化率均呈先增大后降低, 当磷加入量为0.81%时液体收率最高, 当磷加入量为1.5%时中间馏分油收率和> 350℃馏分油转化率最高。从图4可以看出, 磷加入量的变化对(180~260) ℃馏分油收率影响最为明显, 且随磷加入量的增加而增加。结合表3和图5可知, 随磷加入量的增加, 催化剂的脱硫率和脱氮率均先提高后降低, 当磷加入量为1.5%时, 脱硫脱氮效果最好。因此, 综合考虑磷的最佳加入量为1.5%。
| 表3 不同磷加入量的催化剂加氢裂化效果 Table 3 Hydrocracking results of catalysts with different phosphorus contents |
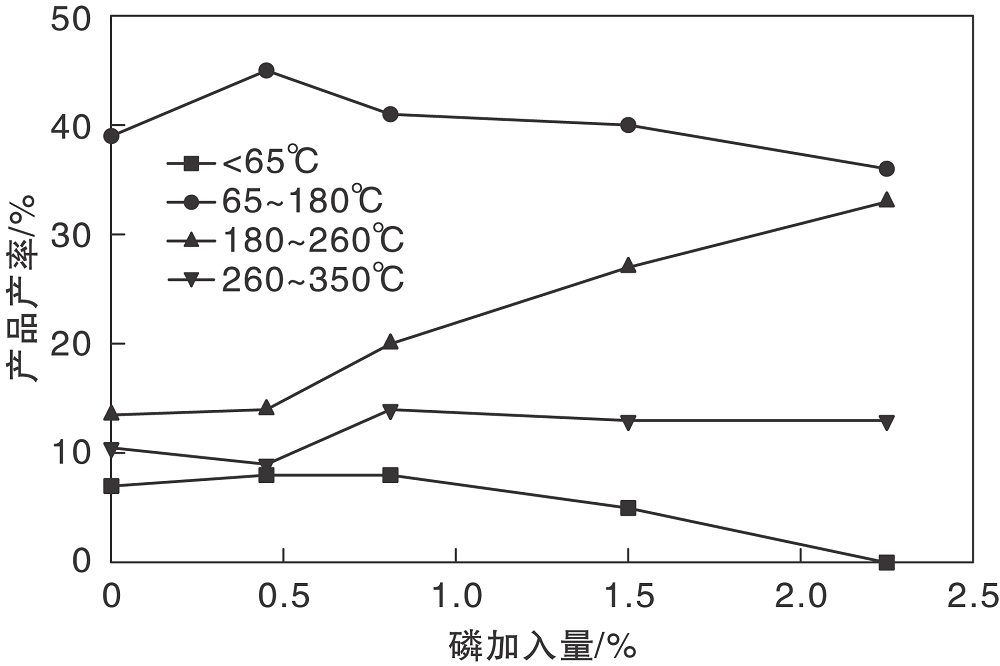 | 图4 不同磷加入量的催化剂加氢裂化产品分布Figure 4 Hydrocracking products distributions of catalysts with different phosphorus contents |
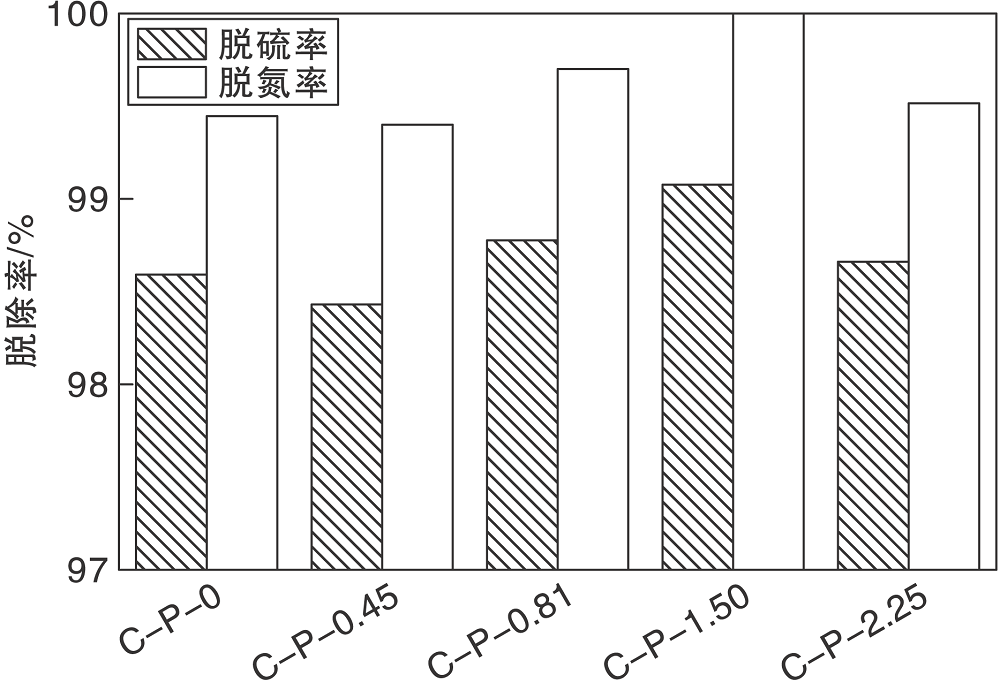 | 图5 不同磷加入量的催化剂硫氮脱除率Figure 5 Sulfur and nitrogen removal efficiencies of catalysts with different phosphorus contents |
2.4 金属负载量对加氢性能的影响
金属负载量不同的催化剂加氢性能评价结果如表4、图6和图7所示。
| 表4 金属负载量不同的催化剂加氢裂化效果 Table 4 Hydrocracking results of catalysts with different metal loads |
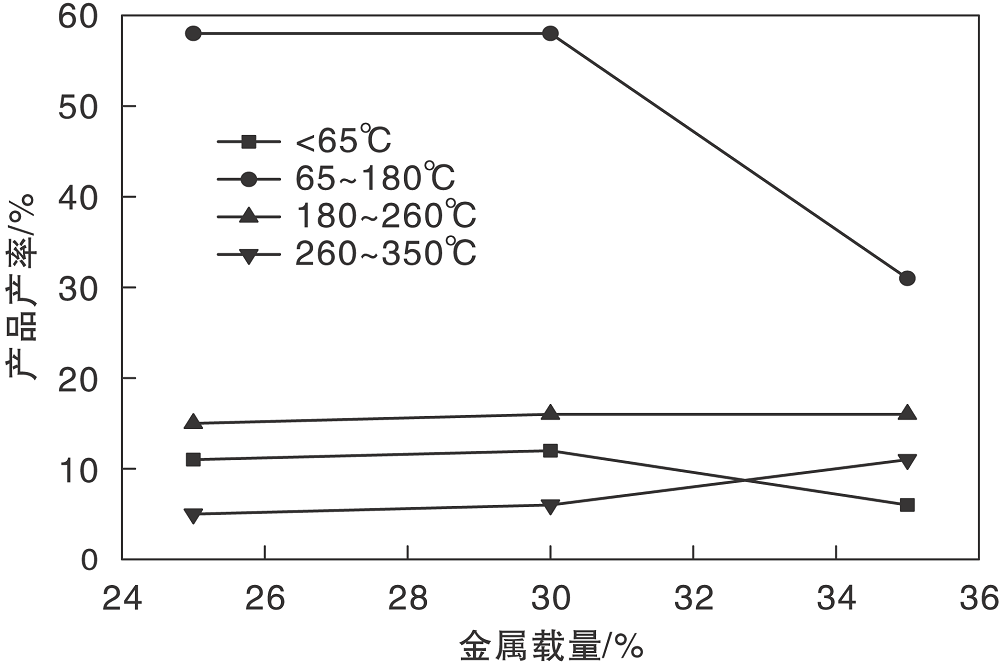 | 图6 金属负载量不同的催化剂加氢裂化产品分布Fig 6 Hydrocracking products distributions of catalysts with different metal loads |
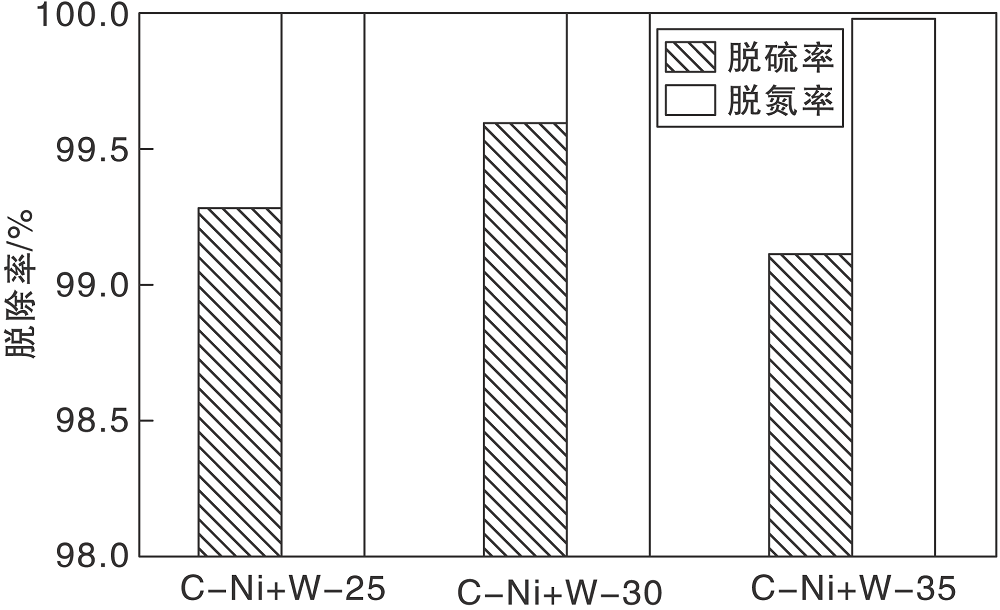 | 图7 金属负载量不同的催化剂硫、氮脱除率Figure 7 Sulfur and nitrogen removal efficiencies of catalysts with different metal loads |
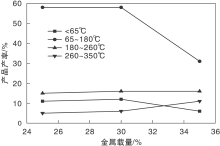
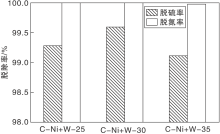
由表4可知, 随金属负载量的增加, 液体收率和中间馏分油收率收率呈不同程度的增加趋势, > 350℃馏分油转化率先略有增加后大幅度降低。由图6可知, 金属负载量对(65~180) ℃馏分油的收率影响较明显, 当金属负载量为35%时, 收率降低幅度较大。结合表4和图7可知, 当金属负载量为30%时催化剂的脱硫脱氮效果最好。因此, 金属最佳负载质量分数为30%。
2.5 金属原子比对加氢性能的影响
固定金属负载量为25%, 不同金属原子配比对催化剂加氢裂化性能的影响如表5、图8和图9所示。
| 表5 金属原子比不同的催化剂加氢裂化效果 Table 5 Hydrocracking results of catalysts with different metal atom ratios |
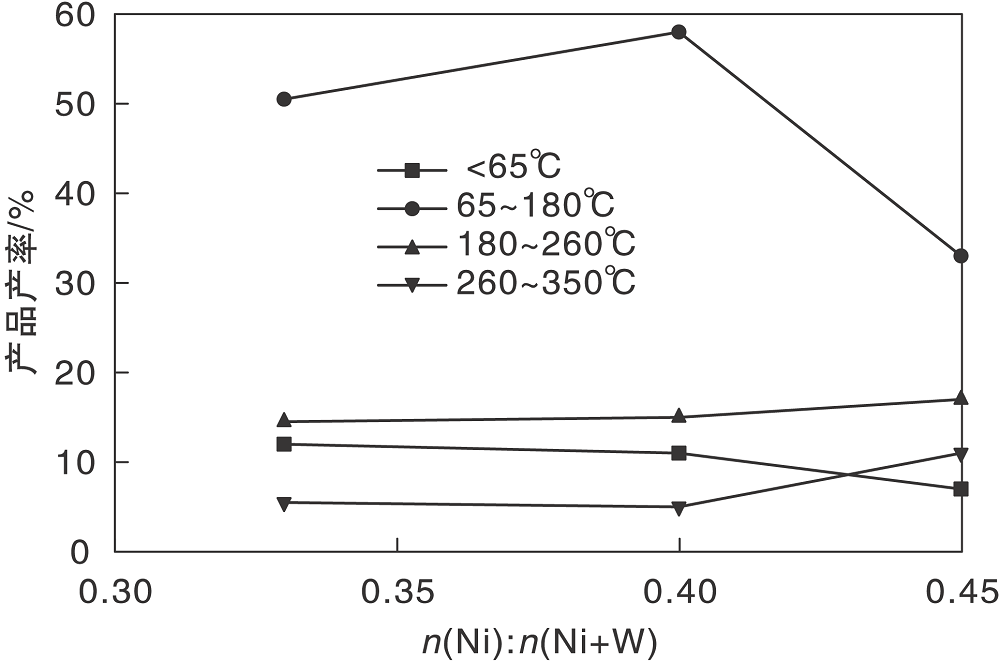 | 图8 金属原子比不同的催化剂加氢裂化产品分布Figure 8 Hydrocracking products distributions of catalysts with different metal atom ratios |
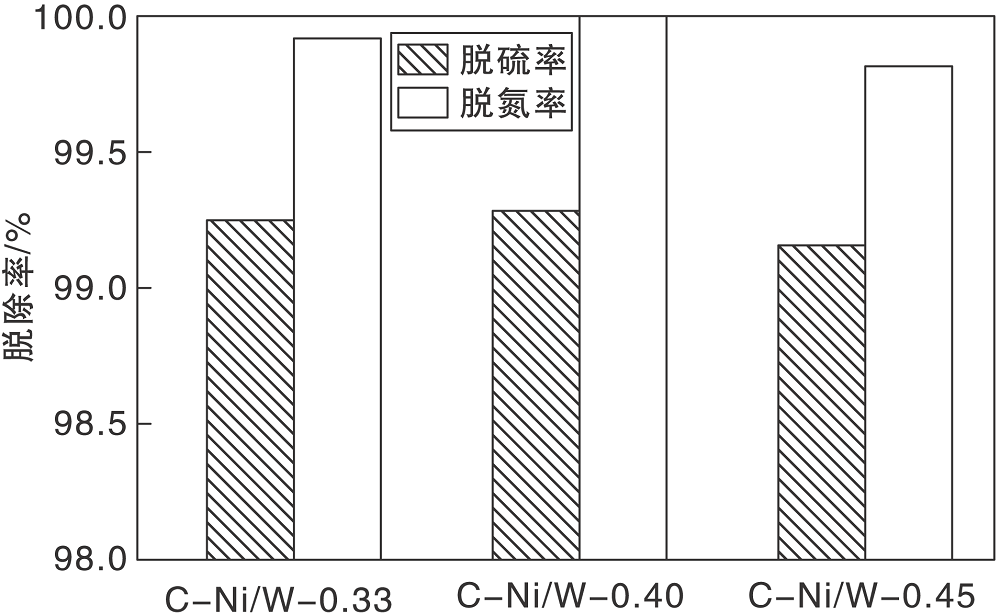 | 图9 金属原子比不同的催化剂上硫氮脱除率Figure 9 Sulfur and nitrogen removal efficiencies of catalysts with different metal atom ratios |
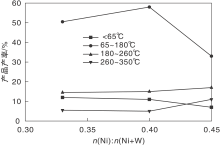
由表5可知, 随金属原子配比的增加, 液体收率先降低后增加, 中间馏分油收率有不同程度的提高, > 350℃馏分油转化率先增加后降低, 当金属原子配比为0.4时馏分油转化率最高。由图8可知, 金属原子配比对(65~180) ℃馏分油的收率影响较明显, 当金属原子比为0.4时, 此馏分油收率最高。结合表5和图9可知, 当金属原子配比为0.4时, 催化剂的脱硫脱氮效果最好。综合考虑, 认为金属原子配比[n(Ni):n(Ni+W)=0.4]较为合适。
2.6 Hβ 分子筛加入量对加氢性能的影响
Hβ 分子筛加入量对催化剂加氢裂化性能的影响如表6、图10和图11所示。
| 表6 Hβ 分子筛含量不同的催化剂加氢裂化效果 Table 6 Hydrocracking results of catalysts with different Hβ zeolite contents |
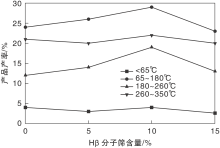
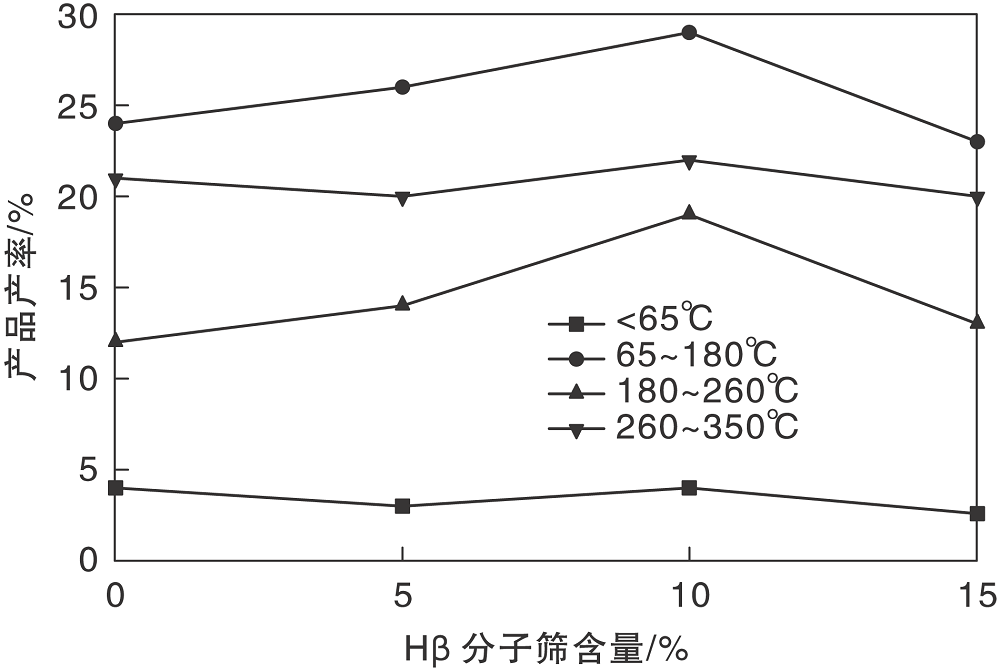 | 图10 Hβ 分子筛含量不同的催化剂加氢裂化产品分布Figure 10 Hydrocracking products distributions of catalysts with different Hβ zeolite contents |
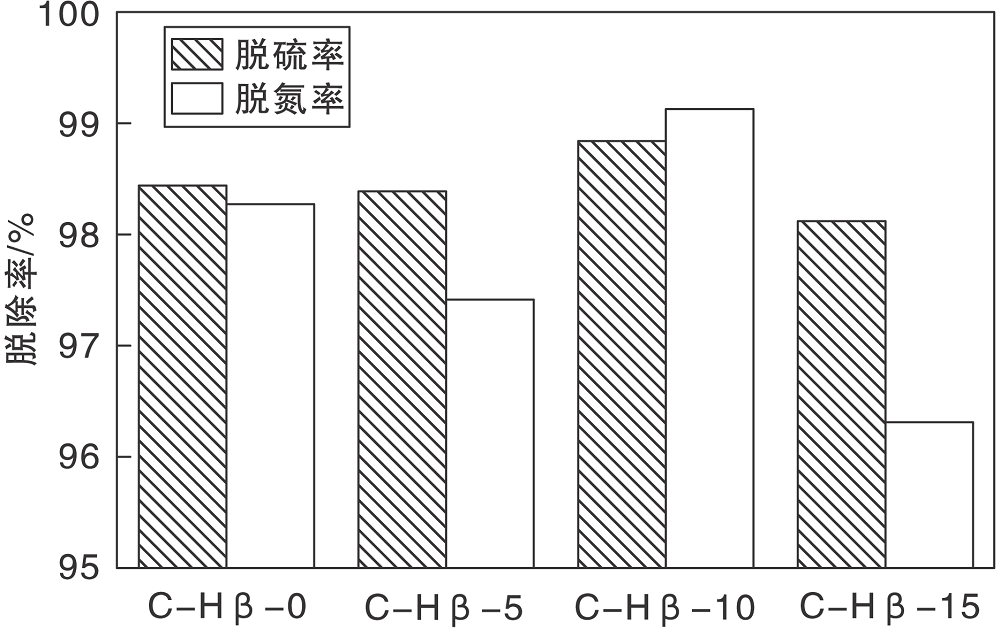 | 图11 Hβ 分子筛含量不同的催化剂硫氮脱除率Figure 11 Sulfur and nitrogen removal efficiencies of catalysts with different Hβ zeolite contents |
从表6可以看出, 当 Hβ 分子筛加入量小于10%时, 对液体收率和中间馏分油的选择性影响不大, 当 Hβ 分子筛加入量为15%时, 液体收率和中间馏分油选择性相对于其他分子筛含量时较高。> 350 ℃馏分油转化率随Hβ 分子筛加入量的增加先升高后降低, Hβ 分子筛加入量为10%时转化率最高。从图10可以看出, 当Hβ 分子筛加入量为10%时各馏分油的收率最大。结合表6和图11可知, 当Hβ 分子筛加入量为10%时, 催化剂的脱硫脱氮效果最好。综合考虑, 认为Hβ 分子筛含量为10%较为合适。
3 结 论
(1) 通过对改性Y分子筛类型不同的催化剂的评价发现, 以NNY分子筛为酸性组分制备的催化剂具有液收高, 转化率高, 中油选择性好和加氢脱硫、加氢脱氮效果好的优势。本实验确定以NNY分子筛作为以蜡油为原料多产中间馏分油的加氢裂化催化剂的酸性组分。
(2) 随催化剂中分子筛含量的增加, 产品的液体收率及中间馏分油选择性均降低, 而> 350 ℃馏分油的转化率升高, 产品的馏程分布整体上向轻馏分油移动。综合硫氮脱除效果, 认为载体中分子筛含量40%较为合适。
(3) 磷改性剂的加入使得液收明显提高, 随磷加入量的增加, 催化剂的中油选择性不断提高, 馏分油的转化率呈先增加后有所降低的趋势, 催化剂的硫氮脱除率呈现增加后降低的趋势, 但总体上磷的加入使得液收、选择性、转化率、硫氮脱除率均提高。综合考虑磷的最佳加入量为1.5%。
(4) 金属负载量的增加能提高液收和催化剂的中油选择性, 但当金属负载质量分数达到35%时, 馏分油转化率骤降。金属负载量的增加对催化剂的加氢脱氮效果影响不明显, 催化剂上加氢脱硫率随金属负载量的增加先增大后减少, 当金属负载量为30%时脱硫效果最好。因此, 本实验认为金属的最佳负载质量分数为30%。
(5) 通过对金属原子比不同的催化剂的评价发现, 随金属原子配比的增加, 液收先略有降低后明显增大, 催化剂的中油选择性不断增大, > 350 ℃馏分油的转化率先增大后迅速降低, 当金属原子比为0.4时, 转化率最大; 各催化剂的加氢脱硫脱氮效果相差不大, 综合考虑, 本实验认为最佳原子配比(MNi/MNi+W)为0.4。
(6) 在分子筛总量恒定时, 随Hβ 分子筛含量的增加, 催化剂的中油选择性不断增加, 但馏分油转化率和催化剂的硫氮脱除率均呈先增加后降低的趋势。当Hβ 分子筛的加入量为10%(NNY:Hβ =2:1)时, 催化剂的活性明显提高, 各性能也较好。
参考文献
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|