{kind=link}
焦化蜡油对含聚氯乙烯混合塑料热裂解产物的影响
引用本文
魏跃, 周华兰, 江笑. 焦化蜡油对含聚氯乙烯混合塑料热裂解产物的影响[J]. 工业催化, 2020,28(4): 68-72.
Wei Yue, Zhou Hualan, Jiang Xiao. Effect of coker gas oil on the liquid pyrolysised from mixed plastics containing PVC[J]. Industrial Catalysis, 2020,28(4): 68-72.
DOI:10.3969/j.issn.1008-1143.2020.03.012
Wei Yue, Zhou Hualan, Jiang Xiao. Effect of coker gas oil on the liquid pyrolysised from mixed plastics containing PVC[J]. Industrial Catalysis, 2020,28(4): 68-72.
Permissions
Copyright©2020, 《工业催化》编辑部
《工业催化》编辑部 所有
焦化蜡油对含聚氯乙烯混合塑料热裂解产物的影响
作者简介:魏 跃,1983年生,男,硕士,研究方向为应用化学及精细化学品开发。
摘要
以含聚氯乙烯(PVC)的混合塑料和焦化蜡油为原料,在N2流量3 mL·s-1吹扫条件下进行分段热裂解,裂解温度(25~250) ℃、(250~360) ℃及(360~480) ℃。考察油固比、PVC含量对产物组成的影响,检测裂解油的有机氯含量。结果表明,PVC含量为质量分数5%,焦化蜡油与混合塑料的油固质量比为2,FCC催化剂用量为质量分数10%时,燃料油收率达到92.04%,气体和固体收率仅有6.89%和1.07%。添加焦化蜡油增加液相产物中的重组分,减少轻组分。以焦化蜡油为溶剂进行混合塑料的催化裂解的工艺不仅为“白色污染”的处理开辟了一条新途径,而且为获得较低氯含量塑料裂解油提供了工艺参考。
关键词:
三废处理与综合利用; 聚氯乙烯; 焦化蜡油; 氯含量; 催化裂解; 重组分
中图分类号:X742;TE66
文献标志码:A
文章编号:1008-1143(2020)03-0068-05
Effect of coker gas oil on the liquid pyrolysised from mixed plastics containing PVC
Abstract
Fuel oil was obtained by catalytic cracking of mixed plastics containing PVC and coker gas oil with N2 (3 mL·s-1) purging at temperatures of (25~250) ℃,(250~360) ℃ and (360~480) ℃.The influence of the ratio of fuel to solid and the PVC amount on product composition was investigated in detail.The organic chlorine content of cracking oil was detected.The results indicated that when the PVC mass fraction was 5%,ratio of oil to solid was 2,FCC catalyst amount was 10%,the yield of fuel oil reached 92.04%,the yield of gas and the solid were only 1.07% and 6.89% respectively.The addition of coker gas oil had increased the heavy components and reduced the light components of the liquid phase products.Co-processing of mixed plastics and coker gas oil not only opens up a new way for handling “white pollution”,but also provides a technological reference for obtaining low chlorine content cracking oil of plastics.
Keyword:
treatment and integrated application of three wastes; PVC; coker gas oil; chlorine content; catalytic cracking; heavy components
随着大量废弃塑料的积累, 回收利用废塑料的经济和社会效益显著[1, 2]。传统的丢弃、填埋、焚烧处理模式逐渐被淘汰, 塑料裂解制油已成为最具有工业应用价值的手段, 裂解油经过深加工可以获得高附加值的燃料油、液化气或化工原料等, 改善国内缺乏原油的现状[3, 4, 5, 6]。
聚氯乙烯(PVC)中含氯约质量分数58%, 分解产生大量HCl, 在潮湿环境中造成设备腐蚀以及后续工艺催化剂失活[7]。为降低HCl的副作用以及液态产物中的氯含量, 目前主要采用两步法研究PVC热解过程, 第一步低温下脱氯, 第二步高温下催化裂解[8, 9]。Lopez-Urionabarrenechea A等[8]研究PVC的脱氯过程, 发现300 ℃ 时产生HCl, 脱氯过程降低氯含量超过75%。任浩华等[9]研究了PVC热解过程中HCl的生成及影响因素。魏跃等[10]研究了在惰性气体吹扫和真空抽气条件下分段热裂解含PVC的混合塑料工艺, 考察了裂解产物的组成以及液态产物的氯含量。该技术仍有很多难点要克服, 如塑料导热性能差, 导致裂解炉中塑料温度不均匀, 裂解效果差, 局部结焦严重等[11, 12, 13]。
焦化蜡油(CGO)是重油及各类渣油深加工后的产物, 一般用作二次加工装置如催化裂化、加氢裂化的原料[14, 15]。但CGO裂化性能差, 影响汽柴油的质量, 限制了其适用范围[16]。
本文主要研究N2吹扫条件下分段热解含PVC的混合塑料工艺, 考察CGO与混合塑料的质量比(油固比)和PVC在混合塑料中的含量对裂解产物的影响, 检测液态产物的氯含量, 通过模拟蒸馏分析了液相产物的馏分。
1 实验部分
1.1 原料及催化剂
混合塑料中ω (聚乙烯):ω (聚丙烯):ω (聚苯乙烯)=52%:24%:24%, PVC质量分数5%~20%; CGO和催化裂化催化剂, 江苏新海石化有限公司; 氢氧化钠, 国药试剂有限公司。氮气, 纯度99.99%, 南京特种气体厂股份有限公司。
1.2 混合塑料热裂解
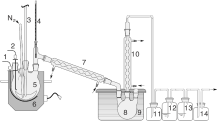
混合塑料热裂解装置如图1所示。取一定量混合塑料置于热解釜中(其中聚苯乙烯采用熔融脱泡法消泡, 使其体积缩小至原来的1/40), 并加入一定比例的CGO, 在(25~250) ℃、(250~360) ℃、(360~480) ℃内进行热裂解。在此过程中, 第1、2温段采用氮气吹扫(120 mL· min-1)辅助该温段产生的氯化氢脱离反应体系。升温速率3 ℃· min-1, 当达到某温度段最高温度时, 恒温3 h。热裂解产物进入冷凝器, 第2温段裂解所得液体称为轻油, 第3温段所得称为重油, 分别收于不同瓶内, 常温下为浅黄色和黄褐色。反应产生的不凝不溶气体收集于气囊内。反应结束后, 热解釜底部有少量炭块, 待温度降至室温后称量热解釜中的残余物质。
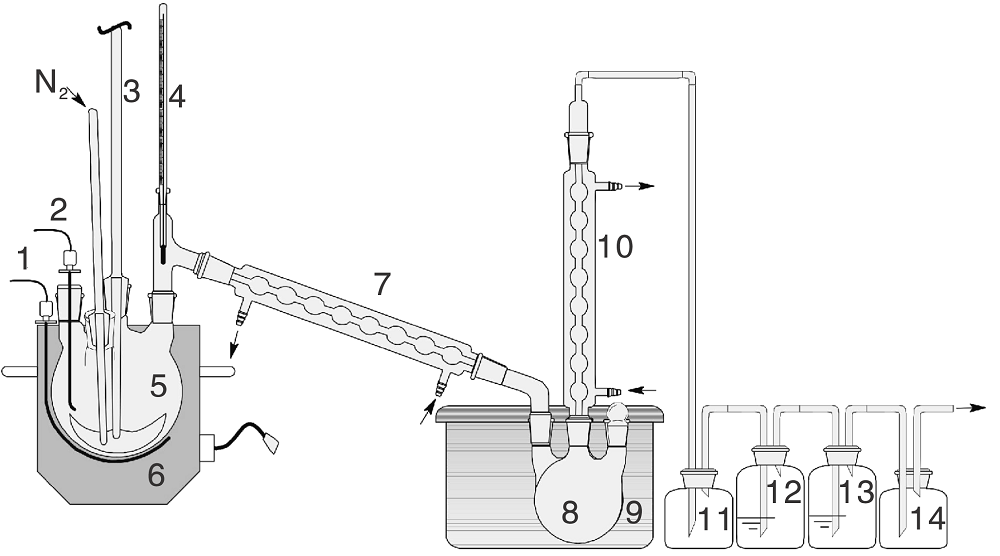 | 图1 混合塑料裂解实验流程示意图 1.加热釜温度计; 2.反应器温度计; 3.搅拌桨; 4.出油口温度计; 5.热解釜; 6.控温炉; 7/10.冷凝管; 8.收油瓶; 9.冷浴锅; 11/14.缓冲瓶; 12/13.氢氧化钠吸收瓶Figure 1 Experimental apparatus for pyrolysis of mixed plastics |
釜残率、液体和气体收率采用以下公式计算:
釜残率=(釜残量-催化剂投量)/(塑料总量+焦化蜡油投入量)× 100%
液体收率=馏出物质量/(塑料总量+焦化蜡油投入量)× 100%
气体收率=(收集的气体体积× 25 ℃空气密度)/(塑料总量+焦化蜡油投入量)× 100%
废塑料裂解得到的液相产物的馏程用色谱模拟蒸馏测定, 具体测定方法为SH/T 0558[17], 并对液体产物进行氯含量测试分析。
2 结果与讨论
2.1 油固比对裂解产物组成的影响
混合塑料和CGO通过共熔克服各自的缺陷, 发挥协同作用, 提高产品质量[18]。表1是油固比对裂解产物的影响, 其中FCC催化剂用量为混合塑料质量的10%, PVC为混合塑料质量的5%。从表1可知, 油固比小于2时, 由于混合塑料导热性差, 温度不均匀, 结焦形成积炭, 导致釜残率略高, 液体收率略低。随着CGO量的增加, 油固比达到2时, 釜残率明显降低, 仅剩1.07%, 液体收率也有所增加, 达到92%以上。继续增大油固比, 液体收率降低, 釜残率升高。油固比对油样中有机氯含量的影响不大。综合分析, 控制油固比为2时有利于生成燃料油, 降低釜残率和气体收率。
| 表1 油固比对混合塑料与CGO共催化裂解产物组成和有机氯含量的影响 Table 1 Effect of oil/solid ratio on the composition and chlorine content of co-catalytic cracking of mixed plastics and coker gas oil |
2.2 PVC含量对裂解产物组成的影响
油固比为2时, PVC含量对混合塑料裂解的影响如表2所示。从表2可以看出, 当PVC含量由质量分数5%增至20%时, 液体收率逐渐下降, 釜残与气体收率均逐渐上升, PVC质量分数5%时, 液体油收率92.04%, 气体收率6.89%, 釜残率1.07%。这是因为PVC热解产物主要为碳质残渣和HCl气体。随着PVC含量的增加, 重油收率下降, 可能是因为PVC热解出的HCl促进混合塑料裂解, 导致重油中有机氯含量增加。而裂解油中的有机氯主要是由PVC中的氯原子和塑料分子在高温下发生的复杂反应生成的[19]。
| 表2 PVC含量对混合塑料与CGO共催化裂解产物组成和有机氯含量的影响 Table2 Effect of PVC amount on the composition and chlorine content of co-catalytic cracking of mixed plastics and coker gas oil |
2.3 色谱模拟蒸馏结果
表3是混合塑料与CGO共催化裂解的液相产物的色谱模拟蒸馏结果。由表3可知, 当油固比为2时, 所得油样汽油馏程10%, 轻柴油馏程40%, 重柴油馏程50%; 对比不添加溶剂油裂解得到的油样, 油样汽油馏程20%, 轻柴油馏程40%, 重柴油馏程40%, 表明加入CGO后, 增加了液相产物中的重组分, 减少了轻组分, 这是由于加入CGO后, 裂解釜温度场趋于均匀, 有利于C20以上的组分的生成[20]。这和表1的结果是一致的。
| 表3 混合塑料与CGO共催化裂解的液相产物色谱模拟蒸馏结果 Table 3 Liquid products of mixed plastics and coker gas oil by co-catalytic cracking by chromatographic simulated distillation |
3 结 论
(1) CGO溶解性能好、传热效率高, 热裂解过程中加入CGO能够提高液体收率, 降低釜残率和气体收率, 提高塑料裂解产物的利用; 有效解决塑料裂解过程中, 塑料粘稠度大且传热效率低, 裂解炉中塑料温度不均匀, 气固相收率高, 液相收率低以及易结焦等难题。
(2) PVC质量分数5%, CGO与混合塑料的油固比为2, FCC催化剂用量为质量分数10%时, 燃料油收率达到92.04%, 气体收率仅有6.89%, 釜残率仅有1.07%。加入CGO后, 混合塑料催化裂解得到的液相产物中重组分增多, 轻组分减少。
参考文献
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|
| [12] |
|
| [13] |
|
| [14] |
|
| [15] |
|
| [16] |
|
| [17] |
|
| [18] |
|
| [19] |
|
| [20] |
|