{kind=link}
MAC催化剂在玉门催化装置上的应用
[旷军虎, 李金宝*  , 许刚峰]
, 许刚峰]
, 许刚峰]
|
|


作者简介:旷军虎,高级工程师,主要从事炼油生产与工艺技术研究。
中石油玉门炼油厂催化装置采用两段提升管设计,装置长期存在剂耗高,催化剂自然跑损量大,烟机入口粉尘浓度高的问题,严重影响装置长周期运行。2019年5月开始应用由中石化催化剂长岭分公司采用新型粘结剂及载体技术设计的MAC专用剂,结果表明,当新剂藏量达到70%时,汽油及液化气收率提高,总液收增加,催化剂跑损量减少,油浆固含量及烟机入口浓度降低,催化剂单耗降低,有利于装置安全长周期运行。
The two-stage riser design is adopted in the FCC unit of Yumen Refinery of China National Petroleum Corporation.The unit has problems of high catalyst consumption,high catalyst loss and high dust content in inlet of gas turbin.From May 2019,the MAC special agent with new type of binder and catalyst carriers technology designed by Changling Division of Sinopec Catalyst Co. Ltd. was applied in the unit.The results showed that when the new catalyst charge reached 70%,gasoline and LPG yield was increased,the yield of valuable products was increased,catalyst running loss was reduced,solid content in slurry and the inlet concentration range hood,catalyst consumption wers reduced,which was favorable for safe and long period operation of the device.
中石油玉门炼油厂催化装置采用两段提升管催化裂化工艺, 设计加工能力为800 kt·a-1, 加工原料为减压蜡油, 并掺炼部分焦化蜡油和常压渣油。装置长期存在剂耗高, 催化剂自然跑损量大, 烟机入口粉尘浓度高的问题, 严重影响装置长周期运行。中石化催化剂长岭分公司采用新型粘结剂及载体制备技术, 为玉门催化装置量体裁衣, 设计了专用剂MAC(YM)。本文对该专用剂的物化性质进行分析, 与对比剂相比, 该催化剂球形度好, 颗粒粘黏少。催化剂的应用结果表明, 在催化剂藏量达到70%后, 装置产品分布改善, 总液收提高, 催化剂跑损量降低, 剂耗降低, 装置运行稳定。
MAC催化剂采用了新型粘结剂技术和催化剂制备工艺, 通过控制喷雾压力等参数, 使催化剂具有球形度好, 热磨性能好的特点[1]。在催化剂制备过程中引入了活性中孔, 优化了催化剂的孔分布和酸性分布, 增强了载体的预裂解功能[2]。为适应玉门炼油厂催化原料高金属含量的特点, MAC催化剂以高稀土含量的超稳Y分子筛为活性组分, 提高催化剂酸密度和抗金属污染能力, 催化剂具有重油裂化能力强, 焦炭选择性好, 有价值产品收率高的特点。
MAC催化剂及装置原催化剂的SEM照片如图1所示。由图1可以看出, MAC催化剂球形度较好, 颗粒之间的粘黏少, 可以减少装置细粉的产生。
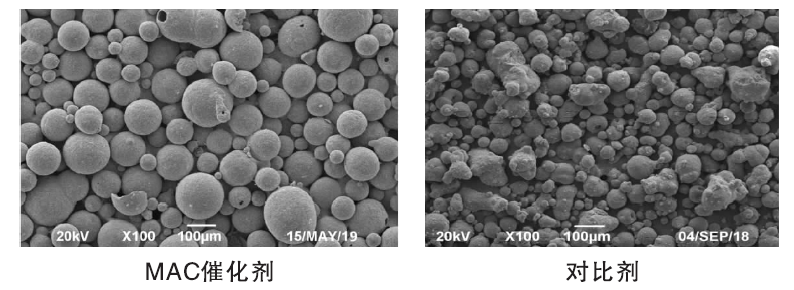 | 图1 MAC催化剂及对比剂的SEM照片Figure 1 SEMimages of MAC catalyst and contrast catalyst |
MAC催化剂典型质量指标见表1。
| 表1 MAC催化剂质量指标及典型质量数据 Table 1 Quality indexes and typical quality data of MAC catalyst |
MAC催化剂自2019年5月3日开始通过小型加料进入反再系统, 为加快置换速度, 前30天加剂量为4.5 t·d-1, 剂耗维持在1.8 kg·t-1, 之后根据装置藏量及平衡剂活性调节加剂量, 至7月31日, MAC催化剂藏量约占70%。对装置7月的运行数据进行了统计(应用后), 并与2019年4月(应用前)对比。
应用MAC前后操作参数如表3所示。由表3可知, 应用MAC后装置的反应温度、再生温度基本不变, 主风量略有降低, 外取热产汽量减少。装置回炼油及油浆进料量降低, 主要原因为一次反应转化率增加, 油浆及回炼油产率降低。
| 表3 主要操作参数 Table 3 Main operating parameters |
(1) 玉门催化装置自2019年5月开始试用MAC催化剂, 当系统藏量达到70%时。在操作条件不变的情况下, 汽油及液化气收率分别提高0.68和0.66个百分点, 柴油及油浆产率分别降低0.74和0.46个百分点, 总液收增加0.6个百分点。
(2) 汽油烯烃含量基本相当, 汽油研究法辛烷值提高。
(3) 催化剂跑损量减少, 油浆固含量、烟机入口粉尘浓度降低, 装置剂耗降低, MAC催化剂有利于装置安全长周期运行。
| [1] |
|
| [2] |
|