{kind=link}
环氧乙烷/乙二醇生产技术与国产银催化剂研发应用进展
[汤之强*  , 李金兵, 代武军]
, 李金兵, 代武军]
, 李金兵, 代武军]
|
|


环氧乙烷(EO)由乙烯和氧气在银催化剂上反应生成,经过吸收、脱碳、冷凝或再吸收后精制成产品,乙二醇(EG)由EO与水发生水合反应生成。综述EO/EG工业生产流程及近年来EO/EG生产技术的改进。改进主要来源于银催化剂的技术进步、反应器放大等;银催化剂研究开发从高活性、中选择性、高选择性到高性能,更高时空产率是未来发展趋势。
EO is produced by the reaction of C2H4 and O2 on silver catalyst.After absorb,CO2 stripe,condensation or reabsorb,the EO is refined,EG is produced by the hydration reaction of EO and H2O.The industrial production process of EO/EG and the improvement of EO/EG production technology in recent years are reviewed.The improvement mainly comes from the technical progress of silver catalyst,reactor scale-up,and so on.The research and development of silver catalyst from high activity,medium selectivity,high selectivity to high performance,higher space-time yield is the future development trend.
中国经济的高速发展和国民生活水平的不断提高带动了全球环氧乙烷/乙二醇(EO/EG)生产能力的提升和生产技术的不断进步。全球EO生产能力从2012年26 150 kt增涨到2017年的32 670 kt, 年增长率约4.6%; 全球EG生产能力从2012年25 500 kt增涨到2017年的31 680 kt, 年增长率约4.4%。预计到2022年, 全球EO产能增加5 000 kt以上, 全球EG产能增加15 000 kt以上, 中国是最大的增长点[1]。
2009年合成气(煤)制EG[2]投产前, EG和EO生产原料是乙烯, 通常在同一装置实行联产。煤制EG是中国EG生产的重要组成部分, 技术发展和技术进步很快, 相关的报道和介绍比较多。银催化剂是C2H4制EO唯一有效的工业生产催化剂, 银催化剂研发的进步改变了EO/EG生产的规模和效率, 以高性能银催化剂为基础建设的单套EO/EG装置生产规模折合EG达到了1 000 kt, 是1978年国内首次引进氧气法60 ktEG的近17倍。本文主要介绍“ C2H4-EO-EG” 生产路线技术进展。
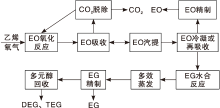
世界上EO大规模工业化生产采用C2H4和O2在银催化剂上直接氧化反应, 主要生产技术供应商包括英荷壳牌(Shell)、美国科学设计(SD)、美国陶氏化学(DOW)3家公司。EG由EO与水发生水合反应生成, EO/EG常规生产路线如图1所示。工艺流程由EO氧化反应单元、EO吸收与汽提单元、二氧化碳脱除单元、EO冷凝或再吸收单元、EO精制及储存单元、EG水合反应单元、多效蒸发单元、EG精制及多元醇回收单元组成[3]。
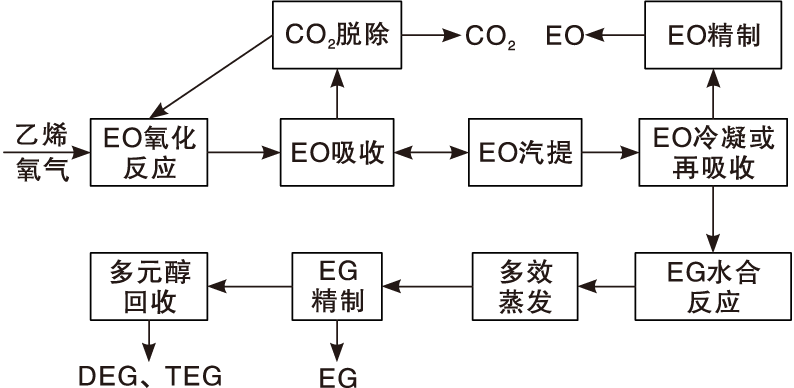 | 图1 “ C2H4-EO-EG” 常规生产路线框图Figure 1 “ C2H4-EO-EG” production route flow chart |
C2H4和O2在列管式固定床反应器中发生反应, 银催化剂均匀装填在每一根列管中, 在银催化剂作用下, 主反应生成EO, 副反应生成CO2和H2O[4]。
主反应(选择氧化):C2H4+ O2 
副反应(深度氧化):
C2H4+3O2 
C2H4和O2在银催化剂上发生的氧化发应是放热反应, 副反应放热量是主反应的12.54倍, 对整个反应的放热量起决定作用的是副反应的进行程度。银催化剂的研究开发一直都以提升选择性为主要目标, 选择性上升一方面降低C2H4单耗和碳排放, 带来显著的经济效应和社会效应, 另一方面可以大幅降低反应放热量, 可以允许反应器列管内径设计从最初的21 mm增加到50 mm[5]。
现代设备制造技术的进步, 设备大型化、高端化趋势明显, 但是受制造和安装限制, 单台反应器外径不宜超过8 m, 催化剂装填量目前上限约为216 m3。乙烯直接氧化法生产EO的核心是银催化, 银催化剂的时空产率决定了反应器的产能, 从设计效率角度, 双反应器设计可以取得最佳经济效能, 年操作时间按常规8 000 h计算, 两台反应器在时空产率145 kg-EO· (h· m3)-1条件下每年产能折合EG为706 kt, 在时空产率220 kg-EO· (h· m3)-1条件下每年产能折合EG为1 070 kt。随着催化剂的技术进步, 装置规模还会扩大, 单位产品生产成本会进一步下降, 装置竞争力会持续增强
反应器出口尾气主要包含C2H4、O2、EO、CO2、CH4、N2、C2H6、AR等成份。EO回收单元包括EO吸收和EO汽提, EO直接采用H2O进行吸收, 为了提升吸收效果, 吸收塔在一定的操作压力[(1.5~2.2) MPa]和较低的温度[(25~33) ℃]下运行, 汽提塔通常采用常压高温操作。离开EO吸收塔的循环气部分(通常55%~75%)或全部进入CO2脱除单元, 完成CO2吸收后补充反应消耗掉的C2H4和O2再返回EO反应器。
Shell、SD和DOW三家公司在EO吸收塔设计上各有特色, 主要体现在杂质的去除上。随着反应温度的上升, C2H4和O2在银催化剂上生成EO的同时微量杂质如甲醛、乙醛含量增加, 醛类杂质导致产品质量下滑。SD公司采用的是抽出处理再循环法, 具体做法是从贫水中抽出3%(质量分数)溶液进入水处理单元U-550, 采用阴阳离子交换树脂进行单独处理, 好处是减少脱盐水消耗, 但是水处理单元操作复杂同时带来一定酸碱废液。Shell公司采用的方法越来越被更多的装置采纳, 具体做法是在EO吸收塔底部增加一个碱水洗涤段[6], 该方法简单有效, 不足之处是在去除杂质的同时会浪费少量EO。
CO2脱除单元分两个部分, 一部分是用热的贫碳酸钾溶液吸收循环气中的CO2, SD工艺把CO2吸收塔和EO吸收塔集成在一起, 目的是节省面积和管线距离; 另一部分是通过减压加热把CO2再生出来。
随着催化剂性能尤其是选择性的提升, CO2浓度对催化剂性能的影响也随之提升, CO2浓度高会加速银催化剂活性的下降, 同时降低银催化剂的选择性。提升CO2脱除效率是工艺开发的重点, 在碳酸钾溶液中加入含硼和钒的活性组分可以提升10%~30%的吸收效果。在CO2再生过程中有微量钾盐和活性组分蒸发出来带到废水中, 新的国家排放标准严禁含钒废水排放, 开发无钒活性剂和提升银催化剂对CO2浓度忍受度是下一步研究方向。
采用冷凝或再吸收工艺是3大技术方主要的工艺差别, SD早期和DOW一样采用的是再吸收工艺, 随着EO产能在EO/EG装置的比例大幅提升, SD新工艺采用和Shell公司一样的吸收冷凝工艺[7], 其优点是放大EO产能后有效降低装置能耗。再吸收工艺的EO浓度降到约10%(质量分数), 浓缩精制需要消耗大量的蒸汽。
EO产品特点是反应活性非常高, 对产品纯度和杂质含量有严格的要求, 新国标高纯EO要求总醛含量低于0.008‰ , 纯度大于99.98%。为了达到产品质量要求, 一是设计足够的分离层级和塔高度, 二是在顶部和侧线采出下方分别抽出含甲醛和乙醛浓度较高的物料去水合单元。
目前国内除了中海壳牌2#EO/EG装置外, 工业上EO水合生成EG均采用直接水合法。直接水合法简单有效, 缺点是在生成EG的同时伴随生成一定量的二乙二醇(DEG)、少量的三乙二醇(TEG)和微量的重醇, 同时EO和H2O的水合反应物质的量比为1∶ (20~25), 水合后EG水溶液浓度低需要大量的蒸汽, 能耗较高。
中海壳牌2#EO/EG装置采用装置自产的CO2为原料, 在催化剂的作用下EO和CO2发生酯化反应生成碳酸乙烯酯(EC), EC进一步水解生成EG。该工艺优点是大幅降低用水量, EG收率大于99%, 既提升了EG产量也降低了能耗。缺点是催化剂再生成本高, 需送回国外专利商处处理。
直接水合法产生的EG溶液浓度为10%~15%(质量分数), 想一步成为合格品难度太大, 一般采用多效蒸发的方法。SD公司采用5~6效蒸发系统, Shell和DOW公司通常采用3~4效蒸发系统, 末效出口EG浓度超过80%(质量分数), 然后送到EG脱水塔进行减压干燥, 使水含量低于0.05%(质量分数)。
脱水塔塔釜物料送至EG精制单元, 得到成品EG。近年改进主要是新型再沸器的投用在提升热效率的同时大幅降低结焦产生, 延长检修周期。
1931年世界上首次公开乙烯在银催化剂上直接氧化制EO专利, EO的生产工艺很快淘汰了污染严重的氯醇法, 乙烯和氧气在银催化剂上直接氧化生产EO成为工业生产唯一方法[8]。
20世纪50年代以前, 银催化剂选择性约为60%~70%; 60年代后期, 铯、钡等新助剂的加入使选择性提高到70%~80%; 80年代以后, 开始出现以铼作为助剂的催化剂, 通过不同助剂的协同作用, 催化剂选择性突破分子氧机理85.7%的上限, 超过90%, 并根据工艺条件的不同, 从高活性催化剂衍生出中等选择性、高选择性和高性能银催化剂[9, 10, 11]。
同EO/EG生产技术一样, 80%以上银催化剂市场份额由Shell、SD、DOW三家公司垄断。其中Shell公司一直引领国际银催化剂研究开发和工业应用, 市场份额长期保持在五成左右。
1987年, 全球首个高选择性银催化剂由Shell公司研发成功并投入工业应用, 并在2000年和2004年率先开发出中等选择性和高性能银催化剂并投入工业应用, SD和DOW公司高选择性银催化剂工业应用都在2000年以后。2018年7月采用Shell专利并以其高时空产率高性能银催化剂为设计基础建成的中海壳牌2#装置投产, 拉开EO/EG装置新一轮技术革命, 浙江石化、大连恒力石化等大型装置单套建设规模折合EG都接近百万吨[12]。
中国石化北京化工研究院燕山分院是国内唯一研发银催化剂并成功商业化的单位, 1973年开始研究YS银催化剂, 1989年高活性银催化剂、2009年中等选择性银催化剂、2011年高选择性银催化剂、2016年高性能银催化剂相继商业化应用, 已经63次成功应用于国内外20套EO/EG生产装置, 并以YS高选择性银催化剂为技术核心, 开发了EO/EG成套技术, 2017年建成装置投产[1]。
YS高活性银催化剂先后开发和应用了YS-4、YS-5、YS-6和YS-7四个系列, 实现了约40次商业化转让, 占领国内80%以上的市场份额, 全球市场份额约20%, 迫使国际公司最新的EO/EG工艺技术和最先进的银催化剂进入中国市场。
2009年3月, 中等选择性YS-8520银催化剂首次在天津石化EO/EG装置工业应用, 41个月后反应温度仅236.7 ℃, 平均选择性接近83%, 比高活性银催化剂高3个百分点以上, YS-85系列银催化剂还应用于独山子石化、抚顺石化和海外工厂, 累计十余次商业化转让实现催化剂销售约千吨[13]。
2011年10月, 高选择性YS-8810银催化剂首次在上海石化2#EO/EG装置工业应用, 最高选择性超过89%, 3年平均选择性超过87.5%。在YS-8810基础上开发的高选择性YS-9010银催化剂2016年9月首次应用在上海石化1#EO/EG装置上, 最高选择性突破90%, 3年平均选择性超过88.5%, 并在扬子石化、茂名石化获得应用。YS-88/90系列高选择性银催化剂已经实现8次成功工业应用, 累计实现催化剂销量近2 000 t[14, 15, 16]。
银催化剂技术进步推动了单套装置规模突破百万吨当量EG, 未来EO/EG生产趋向大型化, 装置能耗进一步下降, 将加剧淘汰落后产能。国产银催化剂的技术进步使EO/EG产业趋于良性发展, 有利于整体竞争力提升。
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|
| [12] |
|
| [13] |
|
| [14] |
|
| [15] |
|
| [16] |
|