{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
海泡石纤维在平板式脱硝催化剂中的应用
引用本文
常峥峰, 高义博, 黄力, 王虎, 纵宇浩, 刘洋, 李金珂. 海泡石纤维在平板式脱硝催化剂中的应用[J]. 工业催化, 2021,29(5): 38-42.
Chang Zhengfeng, Gao Yibo, Huang Li, Wang Hu, Zong Yuhao, Liu Yang, Li Jinke. The application of sepiolite fiber in the plate-type De-NO x catalyst [J]. Industrial Catalysis, 2021,29(5): 38-42.
DOI:10.3969/j.issn.1008-1143.2021.05.006
Chang Zhengfeng, Gao Yibo, Huang Li, Wang Hu, Zong Yuhao, Liu Yang, Li Jinke. The application of sepiolite fiber in the plate-type De-NO x catalyst [J]. Industrial Catalysis, 2021,29(5): 38-42.
Permissions
Copyright©2021, 《工业催化》编辑部
《工业催化》编辑部 所有
海泡石纤维在平板式脱硝催化剂中的应用
作者简介:常峥峰,1988年生,男,博士,高级工程师,主要研究方向为大气烟气治理。
摘要
海泡石纤维是一种常见的矿物材料,已在工业领域有较多应用。制备一系列不同含量的海泡石纤维V-Mo/Ti平板式脱硝催化剂,考察海泡石纤维的添加对平板式催化剂的影响。采用X射线荧光光谱分析仪、X射线衍射仪、扫描电子显微镜、N2-吸附脱附、H2-TPR和NH3-TPD对催化剂进行表征。通过固定床微型反应器,对不同催化剂脱硝效率进行测试。结果表明,添加海泡石纤维,对催化剂的孔结构、载体的晶型影响较小,但能有效提升催化剂的耐磨强度。海泡石纤维的添加造成催化剂还原性能与酸性的降低,对催化剂的脱硝活性产生影响。
关键词:
催化剂工程; 海泡石纤维; 脱硝催化剂; SCR; 平板式
中图分类号:TQ426.6;O643.36
文献标志码:A
文章编号:1008-1143(2021)05-0038-05
The application of sepiolite fiber in the plate-type De-NO x catalyst
Abstract
Sepiolite fiber is a common mineral material,and has been widely used in industry.In this paper,a series of V-Mo/Ti plate-type De-NO x catalysts with different contents of sepiolite fiber were prep-ared,and the effect of sepiolite fiber on plate-type catalyst was investigated.XRF,XRD,SEM,N2 adsorption-desorption,H2-TPR and NH3-TPD were used to characterize the catalysts.The denitration performance of different catalysts was tested in a fixed bed microreactor.The results show that the addition of sepiolite fiber has little effect on the pore structure and crystal shape of the catalyst,but it can effectively improve the attrition strength of the catalyst.With the addition of sepiolite fiber,the reducibility and acidity of the catalyst decreased.As a result,the catalytic performance of the catalyst declined.
Keyword:
catalyst engineering; sepiolite fiber; De-NO x catalyst; SCR; plate-type
燃煤电厂排放的烟气是我国大气中氮氧化物(NOx)的主要来源。为实现NOx减排, 我国燃煤电厂自2010年以来广泛采用选择性催化还原(SCR)技术[1, 2, 3]。脱硝催化剂是SCR技术的核心, 催化剂主要以钒钛基为主, 按结构可分为平板式、蜂窝式与波纹板式3种类型。其中, 平板式脱硝催化剂以其优异的抗堵灰和抗中毒性能, 占据了较大的市场[4, 5]。
在实际工况中, 由于烟气中飞灰的存在, 使催化剂表面不断冲刷、磨损, 脱硝活性下降[6]。因此, 工业脱硝催化剂除了要具备高脱硝活性外, 还需要兼备较好耐磨强度。1992年, Yang R T等[7]首次将粘土用于NH3-SCR过程中, 反应温度(250~400) ℃内, 活性甚至优于商业催化剂V2O5-WO3/TiO2, 并且抗SO2能力较好, 表征结果证实, 添加海泡石后Bronsted酸丰富, 这可能得益于活性物质与粘土层的相互作用。近年来, 通过添加粘结剂提升脱硝催化剂的耐磨强度取得了较多的关注。肖玉亭[8]在蜂窝式脱硝催化剂的制备过程中加入硫酸铝, 发现催化剂的耐磨损性能得到提升。皇普林等[9]对比了分散剂、黏结剂、增强剂等对涂覆型蜂窝体催化剂的影响, 发现黏结剂对催化剂的活性和强度影响最大。罗来涛等[10]将海泡石引入催化剂中, 研究了催化剂的耐热性、抗毒性和使用寿命, 研究发现, 海泡石的加入能够增加催化剂的使用寿命。然而, 目前针对平板式脱硝催化剂耐磨强度提升的研究报道较少。
本文在平板式脱硝催化剂制备过程中加入海泡石纤维, 研究其对催化剂耐磨、理化性能的影响, 并通过固定床评价装置研究催化剂脱硝效率的变化。
1 实验部分
1.1 催化剂制备
取一定量锐钛矿型TiO2, 放置于小型混炼机中, 加入七钼酸铵和偏钒酸铵的草酸溶液, 混捏1.5 h后, 加入辅料和海泡石纤维, 再继续捏合约0.5 h, 得到催化剂膏料。催化剂膏料通过辊轮涂覆在不锈钢网上, 干燥后放置于空气气氛中550 ℃焙烧约2 h, 制得平板式脱硝催化剂。根据海泡石纤维占TiO2的质量分数(0、5%、10%), 将实验中的3种催化剂记为SE-1、SE-2和SE-3。
1.2 催化剂表征
采用荷兰Panalytical公司的X'Pert3 Powder型X射线粉末衍射仪进行XRD测试。
XRF表征采用日本理学公司ZSX PrinmusⅡ 型X射线荧光光谱仪。
N2吸附-脱附测试采用美国麦克仪器公司ASAP 2000型比表面积测定仪。
耐磨测试采用美国Taber公司的TABER5135型磨耗测试仪。
SEM表征采用美国FEI公司Inspect F50 场发射扫描电子显微镜。
H2-TPR和NH3-TPD测试采用美国麦克仪器公司AutoChem II 2920全自动化学吸附仪。
1.3 催化剂活性评价
采用固定床微型评价装置进行催化剂的脱硝效率检测。催化剂装填量1 mL, 评价所用模拟烟气采用钢瓶气配制, 总流量1 L· min-1。模拟烟气中NO浓度670 mg· m-3, NH3浓度379 mg· m-3, O2浓度为体积分数5%, N2为平衡气。在(250~470) ℃烟温范围内进行脱硝活性测试, 在每个测试温度点停留0.5 h后, 采用奥地利Madur的GA-21plus型烟气分析仪分析反应前后的NO浓度(体积分数), 并计算脱硝效率。
2 结果与讨论
2.1 表征结果
2.1.1 XRD
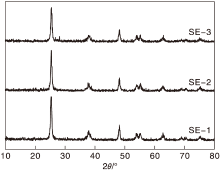
图1为不同板式催化剂的XRD图。由图1可以看出, 催化剂SE-1、SE-2和SE-3在2θ =25.5° 、37.1° 、48.3° 、54.1° 、55.3° 、62.8° 、70.3° 和75.3° 出现了衍射峰, 归属为原料锐钛矿型TiO2的特征衍射峰[11]。随着海泡石添加量的增加, 催化剂衍射峰峰强降低, 可能的原因是海泡石纤维中部分矿物成分进入了TiO2的晶格, 在一定程度上降低了TiO2的结晶度[12, 13, 14]。
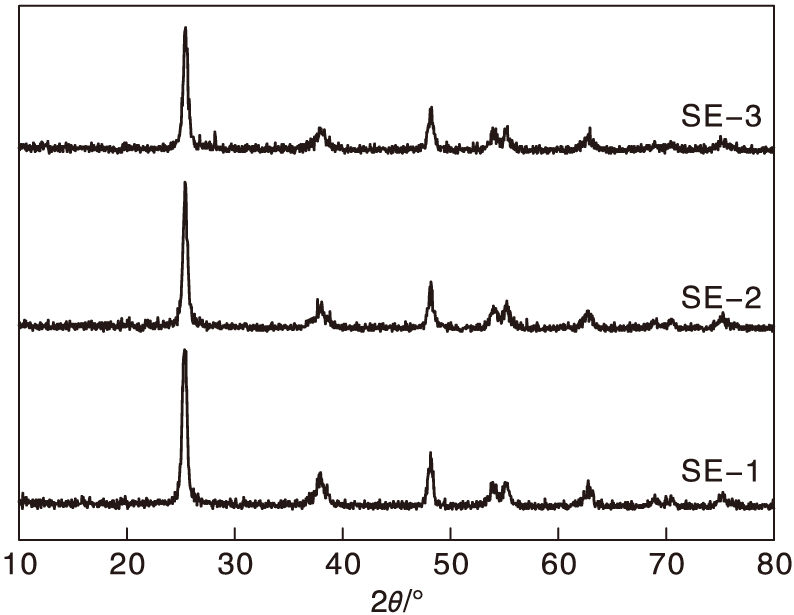 | 图1 不同板式De-NOx催化剂的XRD图Figure 1 XRD patterns of different plate-type De-NOx catalysts |
2.1.2 催化剂物理性能
不同板式催化剂的物理性能数据如表1所示。由表1可以看出, 各催化剂的V2O5、MoO3含量基本一致, 但SiO2、Al2O3和MgO含量随海泡石纤维含量的增加而增加。3种催化剂的比表面积差异不大, 说明海泡石纤维的添加对催化剂孔结构的影响较小。此外, V-Mo/Ti催化剂制备过程中加入海泡石纤维后, 催化剂单板的耐磨强度显著提升。SE-1催化剂的耐磨强度为58.1 mg· (100 r)-1, SE-2和SE-3催化剂的耐磨强度依次降低至43.2 mg· (100 r)-1和35.6 mg· (100 r)-1。
| 表1 催化剂的物理性能 Table 1 Physical properties of catalysts |
2.1.3 SEM和单板照片
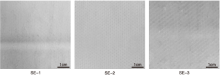
图2为平板式脱硝催化剂单板照片。由图2可以看出, SE-1催化剂表面存在着明显的裂纹, 催化剂耐磨性较差。SE-2和SE-3催化剂单板表面光滑, 无明显裂纹, 表明催化剂膏料粘结性较高, 催化剂单板的涂覆效果较好。
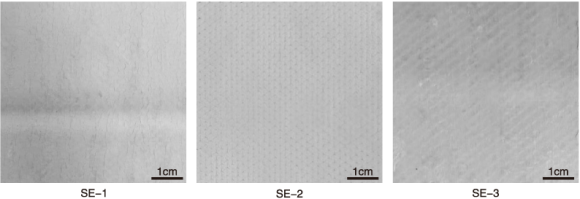 | 图2 催化剂的单板照片Figure 2 Photos of the catalysts |
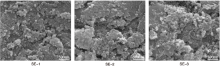
采用SEM进一步观察催化剂的形貌, 结果如图3所示。由图3可以看出, 相比SE-1催化剂, SE-2和SE-3催化剂的晶粒有一定的聚集现象, 这可能是催化剂膏料粘结性提升的原因。
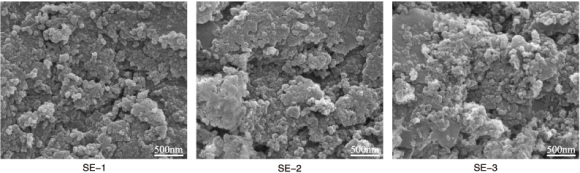 | 图3 催化剂的SEM照片Figure 3 SEM images of catalysts |
2.1.4 H2-TPR
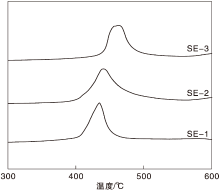
不同板式催化剂的H2-TPR曲线如图4所示。由图4可以看出, SE-1催化剂在约434 ℃出现H2还原峰, 对应于催化剂中V、Mo的还原[15]。SE-2催化剂同样显示一个H2还原峰, 峰顶温度移动至440 ℃。继续增加海泡石纤维的含量至10%, 催化剂的还原峰峰顶温度向高温方向移动到约462 ℃。表明向催化剂中添加5%海泡石纤维后, 催化剂的还原性能略有降低, 添加大量的海泡石纤维导致催化剂还原性能的显著下降。
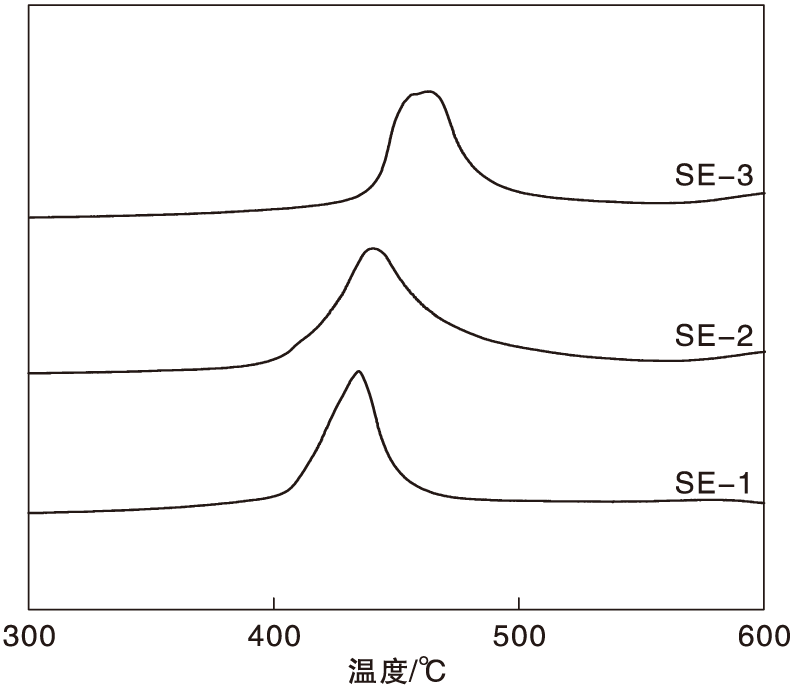 | 图4 板式De-NOx催化剂的H2-TPR曲线Figure 4 H2-TPR profiles of different plate-type De-NOx catalysts |
2.1.5 NH3-TPD
图5为不同催化剂的NH3-TPD曲线。由图5可以看出, SE-1催化剂在(300~500) ℃间出现一个宽NH3脱附峰。SE-2催化剂的NH3脱附峰峰面积比SE-1缩小。当海泡石的加入量提升至10%, SE-3的NH3脱附峰峰面积大幅降低, 表明大量海泡石纤维的加入能够抑制催化剂的表面酸性。结合H2-TPR分析结果, 可能的原因包括:(1)海泡石纤维覆盖了部分催化剂的活性组分V2O5; (2) 海泡石纤维中带有的碱性金属元素对V2O5有毒化作用。
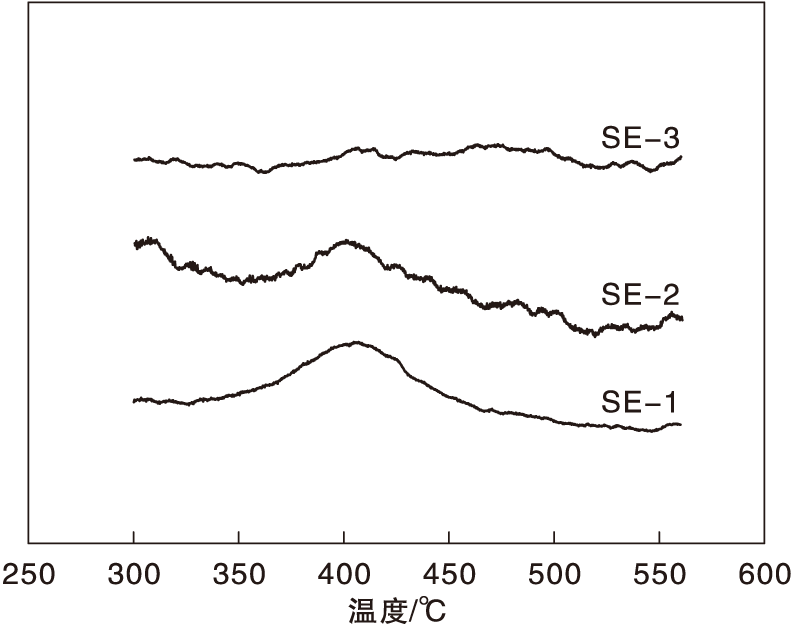 | 图5 不同催化剂的NH3-TPD 曲线Figure 5 NH3-TPD profiles of different catalysts |
2.2 催化剂脱硝性能
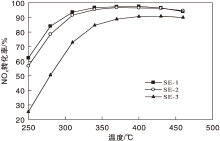
不同催化剂的脱硝性能如图6所示。由图6可以看出, SE-1催化剂在反应温度为250 ℃时的脱硝效率较低, 仅为62.2%左右, 但在反应温度(280~460) ℃时, 催化剂的脱硝效率能够达到80%以上。相比之下, SE-2催化剂的脱硝效率略有降低, SE-3催化剂的脱硝性能则明显差于SE-1催化剂, 在烟气温度为250 ℃时, SE-3催化剂的脱硝效率仅为25.3%。表明少量海泡石纤维的添加, 对催化剂的脱硝性能影响不大, 而过量的海泡石纤维显著降低催化剂的脱硝效率。这主要与SE-3催化剂较低的还原性能和酸性有关, 因为钒钛基脱硝催化剂的脱硝反应遵照E-R机理:(Ⅰ ) NH3吸附在催化剂酸性位上并且形成-NH4+; (Ⅱ ) V5+=O把-NH4+氧化成-N
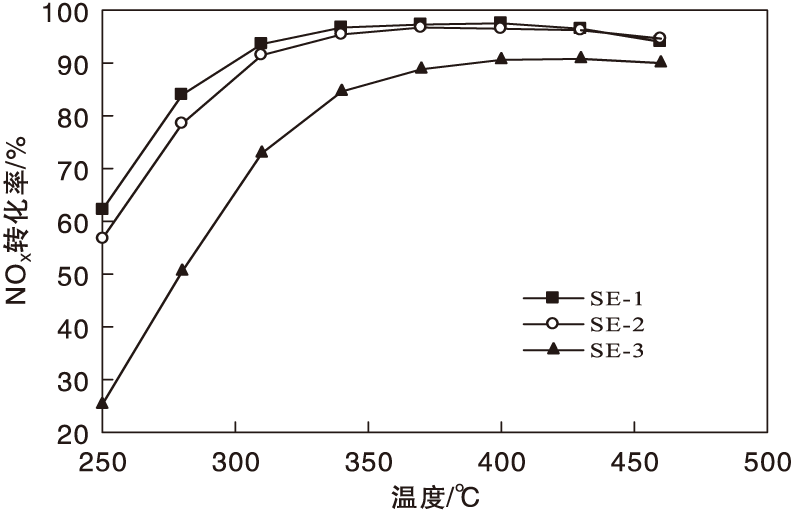 | 图6 催化剂的脱硝性能Figure 6 Denitration efficiency of different catalysts |
3 结 论
(1) 向V-Mo/Ti平板式脱硝催化剂制备过程中加入海泡石纤维, 对催化剂的孔结构、载体的晶型影响较小, 能有效提升板式催化剂涂覆的效果, 进而增加催化剂耐磨强度。
(2) 添加少量的海泡石纤维使催化剂的还原性和酸性略有下降, 导致催化剂的脱硝效率较V-Mo/Ti催化剂略低, 过量海泡石纤维造成催化剂脱硝性能的显著下降。
参考文献
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|
| [12] |
|
| [13] |
|
| [14] |
|
| [15] |
|
| [16] |
|
| [17] |
|