{kind=link}
{kind=link}
{kind=link}
加工全俄罗斯油专用催化剂LPC-75实验室开发及工业应用
引用本文
柳召永, 王世存, 刘志川, 杨旭, 汪毅, 孙继达. 加工全俄罗斯油专用催化剂LPC-75实验室开发及工业应用[J]. 工业催化, 2021,29(6): 58-62.
Liu Zhaoyong, Wang Shicun, Liu Zhichuan, Yang Xu, Wang Yi, Sun Jida. Laboratory development and commercial application of LPC-75 catalyst for processing 100% Russian oil[J]. Industrial Catalysis, 2021,29(6): 58-62.
DOI:10.3969/j.issn.1008-1143.2021.06.010
Liu Zhaoyong, Wang Shicun, Liu Zhichuan, Yang Xu, Wang Yi, Sun Jida. Laboratory development and commercial application of LPC-75 catalyst for processing 100% Russian oil[J]. Industrial Catalysis, 2021,29(6): 58-62.
Permissions
Copyright©2021, 《工业催化》编辑部
《工业催化》编辑部 所有
加工全俄罗斯油专用催化剂LPC-75实验室开发及工业应用
作者简介:柳召永,男,1983年生,主要从事催化裂化催化剂及工艺研发工作。
摘要
针对我国加工俄罗斯油特点,以加工100%俄罗斯油的典型炼油厂为基准,开发了专用催化剂LPC-75,并在中国石油兰州石化公司催化剂厂进行了工业生产,与常规催化剂相比,催化剂LPC-75反应性能优异。在年产2.2 Mt重油催化裂化装置上的工业应用结果表明,与空白标定相比,汽油收率提高了5.43个百分点,满足装置需求,为我国各炼油厂加工俄罗斯油提供了经验。
关键词:
石油化学工程; 催化裂化; 俄罗斯油; 催化剂LPC-75; 工业应用
中图分类号:TE624.9+1;TQ426.95
文献标志码:A
文章编号:1008-1143(2021)06-0058-05
Laboratory development and commercial application of LPC-75 catalyst for processing 100% Russian oil
Abstract
According to the characteristics of Russian oil processing in China,a tailored-design LPC-75 catalyst was developed based on the typical refinery processing of 100% Russian oil.It was applied in Catalyst Works of PetroChina Lanzhou Petrochemical Company.Compared with conventional catalyst,the catalyst has excellent reaction performance.At the same time,it has been applied in a 2.2 Mt·a-1 heavy oil catalytic cracking unit.The results show that compared with the blank calibration,the gasoline yield is increased by 5.43 percentage points,which meets the demand of the unit,and provides experience for refineries in China to process Russian oil.
Keyword:
petrochemical engineering; catalytic cracking; Russian oil; catalyst LPC-75; commercial application
近年来, 随着中俄原油贸易合作加深以及俄罗斯原油产量上升等因素, 俄罗斯原油产量和出口量逐年增加, 中国对俄罗斯原油进口量也在快速增加。特别是2010年中俄原油管道投产以来, 始终维持在较高进口水平且增加幅度较大。随着中俄原油管道二线工程的建设及投产, 2018年中俄原油管道能力达到30 Mt[1]。截至2014年12月, 全球原油年加工能力为4450 Mt, 炼油厂650个, 催化裂化年加工能力760 Mt, 其中俄罗斯原油年加工能力为280 Mt, 催化裂化年加工能力12 Mt[2]。俄罗斯本土炼油厂催化裂化装置基本为蜡油催化, 对国内借鉴意义不大。
对于东北地区的炼油厂, 大庆油产量不断减少, 劣质化严重, 俄罗斯油逐渐代替大庆油的趋势已经非常明显, 各炼油厂加工俄罗斯比例参差不齐, 其中以辽阳石化最典型, 其加工原油为100%俄罗斯原油(见表1)。
| 表1 东北各炼油厂加工俄罗斯原油比例 Table 1 Proportion of Russian crude oil processed in refineries in Northeast China |
催化裂化装置依然是炼油厂加工重油的核心装置之一, 开发满足俄罗斯油加工要求的催化裂化催化剂, 形成俄罗斯油重油优化加工技术, 为今后中国石油重油原料结构调整提供技术支撑具有重要的意义。本文针对我国加工俄罗斯油特点, 开发专用催化剂LPC-75, 并在兰州石化催化剂厂进行工业生产, 同时在年产2.2 Mt重油催化裂化装置上进行工业应用, 以期为我国各炼厂加工俄罗斯油提供经验。
1 原料油分析及评价
我国东北各炼油厂以前主要以加工大庆油为主, 目前各炼油厂均复配不同比例俄罗斯油。俄罗斯和大庆常压渣油/减压渣油性质见表2。从表2可知, 俄罗斯油的密度、残炭、重金属含量均劣质于大庆油。同时其饱和烃含量低、芳香烃含量高, 也不利于催化转化。
| 表2 俄罗斯油和大庆油性质对比 Table 2 Properties comparison of Russian oil and Daqing oil |
为进一步考察俄罗斯油裂化性能, 采用不同活性1#、2#、3#新鲜催化剂, 在800 ℃下100%水蒸汽水热减活, 在ACE装置上[3]进行了评价对比, 结果见表3和表4。
| 表3 1#、2#和3#新鲜催化剂理化性质分析 Table 3 Physicochemical properties of 1#, 2# and 3# fresh catalyst |
| 表4 不同新鲜催化剂与开工平衡剂反应性能对比 Table 4 Comparison of reaction performance between different fresh catalyst and starting equilibrium catalyst |
1#、2#、3#新鲜催化剂均采用半合成方法制备, 以高岭土、拟薄水铝石、稀土超稳Y型分子筛等为原料, 经打浆、喷雾干燥、焙烧、水洗等步骤后, 得到实验室中试样品。从评价结果可知, 1#新鲜催化剂对重油转化最佳, 汽油收率最高。
2 工业应用
为了进一步提高俄罗斯油重油大分子对催化剂的可接近性, 采用中大孔基质材料增加催化剂孔体积, 同时为了控制焦炭产率和选择性, 采用低晶胞分子筛[4]降低催化剂的氢转移活性。将1#新鲜催化剂在中国石油兰州石化公司催化剂厂进行了工业放大, 得到LPC-75工业催化剂, 其理化性质见表5。
| 表5 催化剂LPC-75理化性质 Table 5 Physical and chemical properties of catalyst LPC-75 |
从表5可知, LPC-75工业催化剂孔体积相对较大, 有利于重油大分子的预裂化。
将LPC-75与常规对比样进行反应性能评价, 结果见表6。从表6可以看出, 液化气、汽油、柴油等收率增加, 在降低重油转化的同时, 焦炭产率也降低, 解决了重油转化和焦炭选择性的矛盾。
| 表6 LPC-75催化剂工业样品评价结果 Table 6 Evaluation results of commercial samples of LPC-75 catalyst |
某石化年产2.2 Mt重油催化裂化装置设计加工原料为渣油加氢装置的加氢重油、加氢裂化装置的加氢尾油和渣油加氢柴油。自开工以来, 一直使用催化剂LPC-75。原料油性质如表7所示, 工业标定结果见表8。针对全俄罗斯油的原料特点, 采用低晶胞、高分散性Y型分子筛、中大孔基质材料、高效择形分子筛等技术, 汽油收率由开工时38%提高到43%, 油浆收率降低, 汽油研究法辛烷值大幅度提高, 整体满足了装置要求。
| 表7 原料油性质 Table 7 Properties of a petrochemical feedstock |
| 表8 工业标定结果 Table 8 Commercial calibration results |
原料油对LPC-75催化剂性能的影响见图1~图3。从图1~3可知, 针对原料油变化, 在污染指数增加的情况下, 催化剂比表面积和微反活性适当有所降低, 但可以完全满足装置运行。
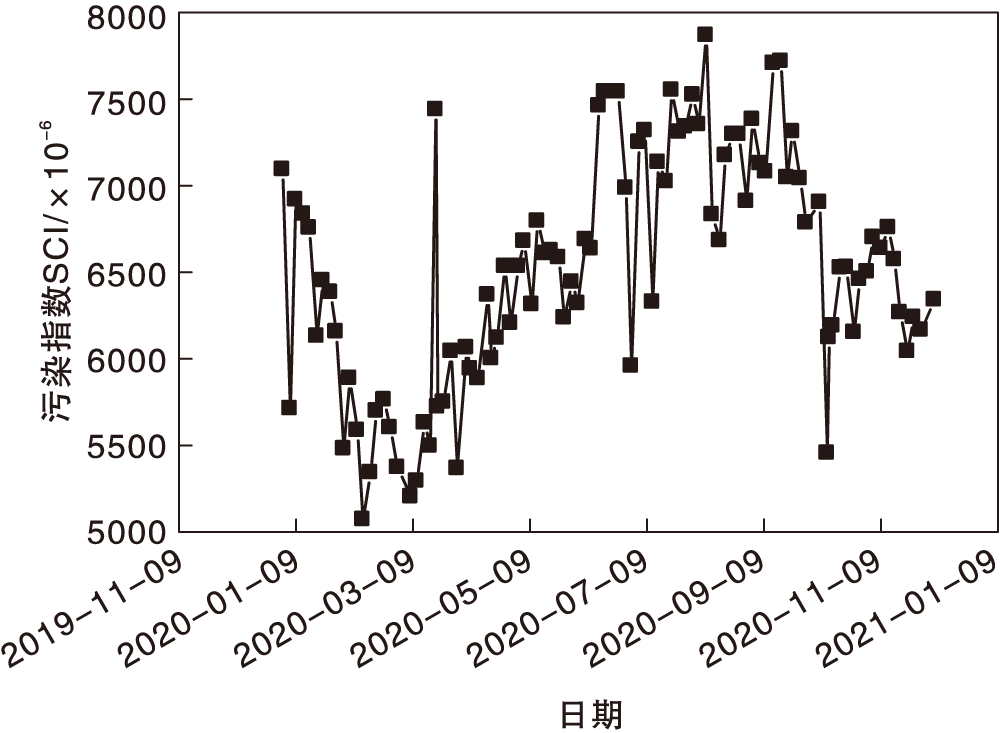 | 图1 LPC-75催化剂污染指数变化趋势Figure 1 Change trend of pollution index of catalyst LPC-75 |
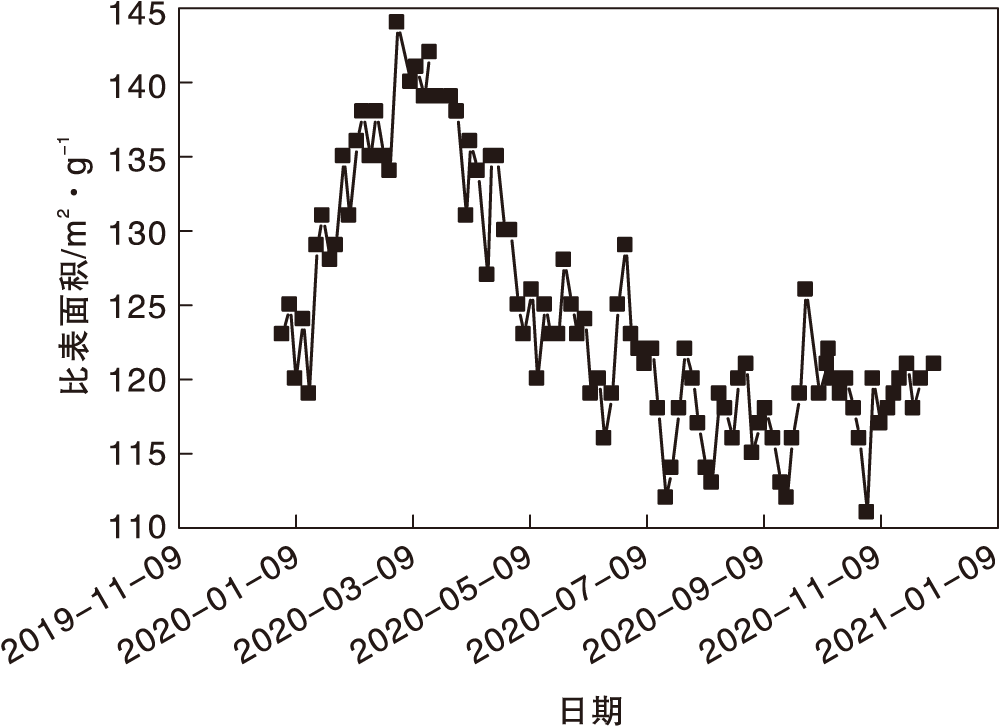 | 图2 LPC-75催化剂比表面积变化趋势Figure 2 Variation trend of specific surface area of catalyst LPC-75 |
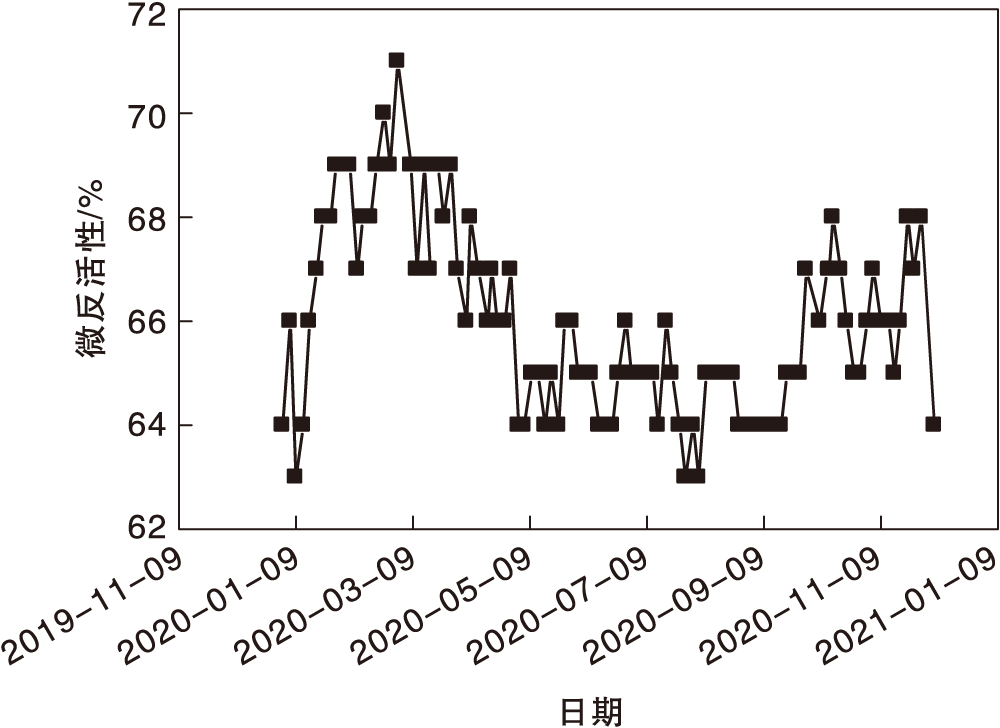 | 图3 LPC-75催化剂微反活性变化趋势Figure 3 Change trend of micro reaction activity of catalyst LPC-75 |
3 结论
(1)我国俄罗斯原油进口量逐年增加, 截至2018年, 每年从俄罗斯进口原油量已经突破3 000 t, 中国石油东北各炼油厂加工俄罗斯原油势在必行, 参差不齐, 其中以辽阳石化加工100%俄罗斯油最为典型, 催化裂化装置依然是炼油厂核心装置之一, 因此开发适用于俄罗斯油催化剂也是目前面临的难点。
(2)与大庆油相比, 俄罗斯油密度、残炭、重金属含量均劣质于大庆油。同时其饱和烃含量低、芳香烃含量高, 也不利于催化转化。
(3)针对俄罗斯油特点, 中国石油石油化工研究院兰州化工研究中心开发的LPC-75专用催化剂, 与常规催化剂相比, 反应性能优异。在年产2.2 Mt重油催化裂化装置上的工业应用结果表明, 与空白标定相比, 汽油收率提高了5.43个百分点, 满足装置需求, 为我国各炼油厂加工俄罗斯油提供了经验。
参考文献
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|